三晶变频器在注塑机中的应用:
传统定量泵注塑机通常在需要改变负载流量和压力时,用阀门调节,这时输入功率变化不大,大量能量以压力差的形式损耗在阀门上,产生溢流。
三晶变频器可根据注塑机当前的工作状态,如锁模、射胶、熔胶、开模、顶针等阶段以及压力和速度的设定要求,自动调节油泵的转速,调节油泵供油量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均能保持一致,使电机在整个变化的负荷范围内的能量消耗达到所需的最小程度,彻底消除了溢流现象,并确保电机平稳、精确地运行。
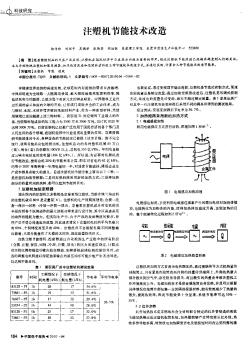
根据注塑机的工艺过程,合模和脱模,开模系统所需油压较低,且时间较短;而注射,保压,冷却系统所需油压较高,且时间较长,一般为一个工作周期的40%~60%,时间的长短与加工工件有关;间歇期更短,这也与加工工件的情况有关,有时可以不要间歇期。以上的图只是一种简单的近似表示,实际上,如果注射的螺杆用油马达驱动,注射时的系统油压会高一些。注塑机加工工件的重量,从数十克到数万克不等,最大注塑机已到92000克。因此,注塑机就有中,小型和大型之分,加工数十克的小工件和加工数千克的大工件一个周期的时间也是不相同的;就是对同一台注塑机,加工工件的原料不同,各段工艺流程中所需的压力和时间也是变化的。这些工艺参数的设定,是由现场技术员根据经验数据和试验的情况制定的
一个周期工作流程中,负载的变化导致系统压力变化比较大,但油泵仍在50Hz运行,其供油量是恒定不变的,多余的液压油经溢流阀流回油箱,做无用功,白白地浪费了电能。对油泵进行变频调速,将定量泵改变为类似变量泵的特性。系统所需压力较高时,油泵电机50Hz运行,所需压力较小时,变频器降频运行。电机输出的轴功率与油泵的出口压力和流量的乘积正比,油泵电机转速降低后,输出轴功率降低,就可以达到有效节能,一般节电率在20%~50%。
使用三晶变频器同时可使注塑机油泵电机实现软起动,提高电机的功率因数COS¢,动态调整注塑机马达的输出功率等达到节能的目的。
1、改造前
注塑机的耗电量与马达性能、模具、原料等各种工况密切相关。依我们改造的经验,负载率在60%左右,即市电运行实耗功率按油泵马达功率的55%。故改造前该机油泵马达每小时的耗电量为:
45KW X 55% = 24.75(度/小时)
电费计价¥0.85元/度,使用时间按每月30天,每天20小时,则每月注塑机油泵马达部分的电费约为:
24.75度/小时X30天X20小时X ¥0.85元/度=¥12,622.5元/月
2、改造后
改造后注塑机的节电率按平均30%核算,则每月回收效益为:¥12,622.5 X 30% = ¥3,786元/月年回收效益为:¥3,786元/月 X 12月 = ¥45,432元
以上仅为举例说明,具体数据以贵司试机实测数据为准。
一般情况下,贵司所有投资可于6~10个月内通过电费节省回收。(回收期与贵司的开机率相关)2100433B

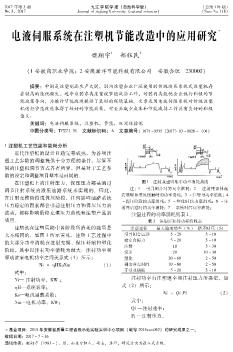 电液伺服系统在注塑机节能改造中的应用研究
电液伺服系统在注塑机节能改造中的应用研究