装饰用涂覆钢板及钢带文献

 结构用热连轧钢板及钢带
结构用热连轧钢板及钢带
结构用热连轧钢板及钢带
宝山钢铁股份有限公司企业标准 结构用热连轧钢板及钢带 (Q/BQB 303 -2009 代替 Q/BQB 303 -2003BZJ 303-2008) 宝钢资源查询 1 范围 本标准规定了结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验和检验、包装、标志及检验文件等。 本标准适用于宝山钢铁股份有限公司生产的碳素及低合金结构钢热连轧钢带以及由此横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。产品大部分在交货状态下被使用于建 筑、桥梁、船舶、车辆等结构件,部分在进一步加工、热处理后使用于机械结构。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 22
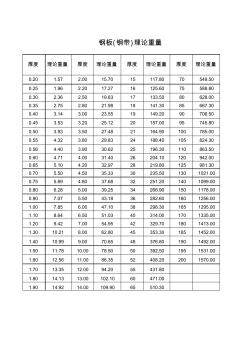 钢板(钢带)理论重量
钢板(钢带)理论重量
钢板(钢带)理论重量
钢板(钢带)理论重量 厚度 理论重量 厚度 理论重量 厚度 理论重量 厚度 理论重量 70 549.500.20 1.57 2.00 15.70 0.25 0.30 0.35 0.40 15 117.80 0.65 0.70 0.75 0.80 0.45 0.50 0.55 0.60 0.56 12.56 0.90 1.00 1.10 1.20 7.85 8.64 9.42 1531.00 1.30 1.40 1.50 185 190 195 10.21 1256.00 1295.00 1335.00 1413.00 1452.00 1492.00 160 95 100 105 120 588.80 628.00 667.30 706.50 981.30 130 140 150 745.80 785.00 824.30 1021.00 1099.00 1178.00 376.80 392.
