装饰用涂覆钢板及钢带起草单位文献

 钢板及型钢板单位质量换算表
钢板及型钢板单位质量换算表
钢板及型钢板单位质量换算表
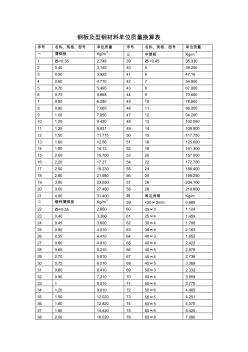
钢板及型钢材料单位质量换算表 序号 名称、规格、型号 单位质量 序号 名称、规格、型号 单位质量 一 薄钢板 Kg/m 2 三 中厚板 Kg/m 2 1 δ=0.35 2.748 39 δ =0.45 35.330 2 0.40 3.140 40 5 39.250 3 0.50 3.925 41 6 47.10 4 0.60 4.710 42 7 54.950 5 0.70 5.495 43 8 67.800 6 0.75 5.888 44 9 70.650 7 0.80 6.280 45 10 78.500 8 0.90 7.065 46 11 86.350 9 1.00 7.850 47 12 94.200 10 1.20 9.420 48 13 102.050 11 1.25 9.831 49 14 109.900 12 1.50 11.775 50 15 11
 钢板单位重量表
钢板单位重量表
钢板单位重量表
一、钢板单位重量表 钢板每平方米重量表 厚 度 (毫米 ) 理论重量 (公斤) 厚 度 (毫米 ) 理论重量 (公斤) 厚 度 (毫米 ) 理论重量 (公斤) 厚 度 (毫米 ) 理论重量 (公斤) 0.20 1.570 0.70 5.495 1.60 12.56 4.00 31.40 0.25 1.963 0.75 5.888 1.80 14.13 4.50 35.33 0.27 2.120 0.80 6.280 2.00 15.70 5.00 39.25 0.30 2.355 0.90 7.065 2.20 17.27 5.50 43.18 0.35 2.748 1.00 7.850 2.50 19.63 6.00 47.10 0.40 3.140 1.10 8.635 2.80 21.98 7.00 54.95 0.45 3.533 1.20 9.420 3.00
