铸铁焊接(weld of cast iron)
焊接方法视铸件的材质、大小、厚薄、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如清除油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。
焊条选择一般根据焊后技术要求来选择焊条。灰口铸铁非加工冷焊法可用氧化型钢芯铸铁焊条(中国牌号Z100)、铁粉型钢芯铸铁焊条(中国牌号Zll2Fe)和低碳钢焊条(中国牌号J422、J506等);加热400℃以上的热焊,可用钢芯石墨化铸铁焊条(中国牌号Z208);加工面不预热的,可用铸铁芯铸铁焊条(中国牌号Z248);要求可加工、抗裂但强度不高又可冷焊的,可采用铜镍焊条(中国牌号Z508);要求抗裂性好、加工性差、强度较低的,可用铜铁铸铁焊条(中国牌号Z607、Z612);重要铸件要求可加工的,可用纯镍铸铁焊条(中国牌号Z116、z117);高强度灰口铸铁、球墨铸铁可冷焊的,可用铁镍铸铁焊条(中国牌号Z408)和钢927芯石墨球化通用铸铁焊条(中国牌号Z268);球墨铸铁加热焊时,可用钢芯球墨铸铁焊条(中国牌号Z238);薄壁铸件可用钢芯石墨球化通用铸铁焊条(中国牌号Z268和Z607、Z612)Z268可加工。还有焊接新材料CaO-BaO一caF2渣系钢芯石墨化焊条,利用贝氏体和马氏体两次相变应力松弛效应来提高抗裂性能。中国Z238SnCu焊条,力学性能高,白口倾向小,抗裂性好,可用于球墨铸铁件。焊接缺陷及其防止白口焊接时,在焊缝及熔合区产生白口,其原因是焊缝冷却速度快,同质焊条的焊缝石墨化元素不足或存在阻碍石墨化元素。防止白口的办法是:增强同质焊条的石墨化能力,同时减慢800 ℃以上时的冷却速度;根据不同铸件壁厚可预热400~700 ℃,以防止白口;采用镍基、铜基、高钒钢等异质焊条和其他措施或钎焊也都可以防止产生白口。
热应力裂纹当焊接应 ℃力超过铸铁强度时,沿焊补区的薄弱处、熔合区或热影响区开裂,使焊缝剥离。防止这种裂纹,主要从减小应力着手:(1)采用热焊法,焊前把铸件预热到600~700℃,焊接过程保持在4()0℃以上。(2)采用加热减应区法,正确选择加热位置和方法将铸件加热,使原裂纹间隙张大,然后焊补。(3)正确运用电弧冷焊,改变焊缝的化学成分和合金系统,使焊缝具有较好的塑性和较低的硬度,同时采用短焊道锤击焊缝以及控制焊补区的温升等工艺措施。
热裂纹热裂纹总是与焊缝鱼鳞纹垂直,有纵向、斜向和横向。产生的主要原因是焊缝金属中碳、硫、磷及硅等元素含量增高。高钒铸铁焊条因钒与碳充分结合,不易产生热裂纹,焊缝金属在高温时的低塑性区间停留过长,窄而深的熔池都易引起热裂纹。防止办法有:首先是提高焊条的抗热裂性能,如增强药皮碱度,降低硫、磷含量,适当加入稀土、锰铁等脱硫能力强的物质,选择碱性低氢焊条。其次是采用较小电流以减少熔深,把焊缝位置倾斜,采用半立焊和立焊,加快焊接速度,焊条不横向移动,使坡口底部为圆弧形、避免尖角,收弧时填满弧坑等。


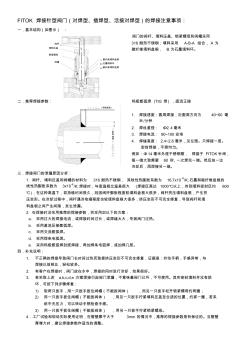 焊接阀门的使用注意事项
焊接阀门的使用注意事项

