钻孔攻牙机是一种金属切削机床,数控加工设备,样式和功能和加工中心相似,只是比加工中心要小一些,一般行程为500*400
-

选择特殊符号
选择搜索类型
请输入搜索
钻孔攻牙机具有超大型立柱稳固,不变形能高速位移60m/分
超大跨距底座,采六点支撑结购扎实,高速位移,不震动,不变形;钻孔攻牙机的三轴可高速位移60m/分,速度快,节省加工时间;
低惯性的主轴设计,主轴直结驱动,高稳定性,夹臂刀库换刀快速准确,换刀时间为1.4秒,除零件加工外,这款钻孔攻牙机非常适合钻直径较小的孔;且采用了高攻能AC主轴伺服马达与人性化的对话式介面积,便于操作。
| NO. |
规 格 |
| 12345678910 |
主轴吹气系统刀具冷却系列全密闭式防护罩自动润滑系统工作灯调整垫块及螺栓积屑箱水箱电柜热交换器工具箱 |
钻孔攻牙机是一种金属切削机床,数控加工设备,样式和功能和加工中心相似,只是比加工中心要小一些,一般行程为500*400
多轴攻牙机攻盲孔的时候将丝锥对准加工点,调节攻牙深度,就是攻牙力度,通常调节深度块在机身右侧。
贴上自动标签就OK乐
攻牙机是攻内螺纹,滚牙机是加工外螺纹。我们公司用的是东莞拓尔机械的攻牙机,质量非常不错!
一. 机床标准规格
| 1.行程 |
X 轴行程 500 MMY 轴行程 400MMZ 轴行程 300 MM |
| 2.主轴 |
主轴转速 12000/ RPM 主轴孔锥度 锥度BT.30主轴鼻端至工作台距离200-500MM 主轴中心至立柱轨面距离420mm |
| 3.进给 |
X,Y,Z轴快速位移60000mm/min |
| 4.工作台 |
工作台面积 620*420MM工作台载重量300KGT型槽宽 3×18MM |
| 6.数控系统 |
三菱M70B |
| 7.刀库(标配 |
刀库容量16把刀 最大刀具外径 最大刀具长度 最大刀具重量 |
| 8.驱动马达 |
主轴马达5.5KW X轴AC 伺服马达 1.5KW Y轴AC 伺服马达 1.5KWZ轴AC 伺服马达 3.0KW |
| 9.护罩 |
全罩 |
| 10.颜色 |
型录标准颜色 |
| 11.机床 |
机械占地尺寸:1670*2250*2300mm机械约重量3600kg |

 机加铝合金锌合金钻孔攻牙规范
机加铝合金锌合金钻孔攻牙规范
机加铝合金锌合金钻孔攻牙规范
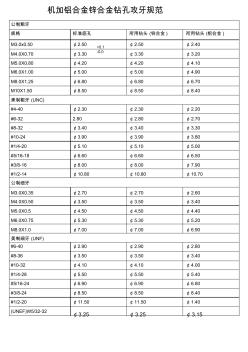
机加铝合金锌合金钻孔攻牙规范 公制粗牙 规格 标准底孔 所用钻头 (锌合金 ) 所用钻头 (铝合金 ) M3.0x0.50 ¢2.50 ¢2.50 ¢2.40 M4.0X0.70 ¢3.30 ¢3.30 ¢3.20 M5.0X0.80 ¢4.20 ¢4.20 ¢4.10 M6.0X1.00 ¢5.00 ¢5.00 ¢4.90 M8.0X1.25 ¢6.80 ¢6.80 ¢6.70 M10X1.50 ¢8.50 ¢8.50 ¢8.40 美制粗牙 (UNC) #4-40 ¢2.30 ¢2.30 ¢2.20 #6-32 2.80 ¢2.80 ¢2.70 #8-32 ¢3.40 ¢3.40 ¢3.30 #10-24 ¢3.90 ¢3.90 ¢3.80 #1/4-20 ¢5.10 ¢5.10 ¢5.00 #5/16-18 ¢6.60 ¢6.60 ¢6.50 #3/8-16
 艾威图伺服系统在全自动螺母攻牙机上的应用
艾威图伺服系统在全自动螺母攻牙机上的应用
艾威图伺服系统在全自动螺母攻牙机上的应用
1引言螺母攻丝机是一种在螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或牙扣的机械加工设备。螺母攻丝机也叫螺母攻牙机、螺母攻丝机、自动螺母攻丝机、全自动螺母攻丝机、攻牙机、攻丝机,南方都称其为螺母攻牙机,北方都称其为螺母攻丝机。
生产实行了标准化管理和严格的产品质量管理,工艺精湛、检测完备、质量上乘。拥有数控车床、铣床、钻孔攻牙机等设备,可以为客户提供专业、质优价廉的机械加工服务。
在机床钻孔攻牙机行业中,切削液始终扮演着重要的角色,无论机床在加工何种材料时,都会使用到切削液。人类使用切削液的历史可以追溯到远古。人们在磨制石器、铜器和铁器时,就知道浇水可以提高效率和质量。
分类
水基的切削液可分为乳化液、半合成切削液和全合成切削液。乳化液、半合成以及全合成的分类通常取决于产品中基础油的类别:乳化液是仅以矿物油作为基础油的水溶性切削液;半合成切削液是既含有矿物油又含有化学合成基础油的水溶性切削液;全合成切削液则是仅使用化学合成基础油(即不含矿物油)的水溶性切削液。每一种类型的切削液都会含有除基础油以外的各种添加剂:防锈剂、有色金属腐蚀钝化剂、消泡剂等。有些厂家会有微乳液的分类;通常认为是介于乳化液和半合成切削液之间的类别。乳化液的稀释液在外观上呈乳白色;半合成液的稀释液通常呈半透明状,也有一些产品偏乳白色;全合成液的稀释液通常完全透明如水或略带某种颜色。

作用
润滑
金属切削加工液(简称切削液)在切削过程中的润滑作用,可以减小前面与切屑、后面与已加工表面间的摩擦,形成部分润滑膜,从而减小切削力、摩擦和功率消耗,降低工具与工件坯料摩擦部位的表面温度和磨损,改善工件材料的切削加工性能。
冷却
切削液的冷却性能和其导热系数、比热、汽化热以及粘度(或流动性)有关。水的导热系数和比热均高于油,因此水的冷却性能要优于油。
清洗
在金属切削过程中,要求切削液有良好的清洗作用。除去生成切屑、磨屑以及铁粉、油污和砂粒,防止机床和工件的沾污,使砂轮的切削刃口保持锋利,不致影响切削效果。
防锈
在金属切削过程中,工件要与环境介质及切削液组分分解或氧化变质而产生的油泥等腐蚀性介质接触而腐蚀,与切削液接触的机床部件表面也会因此而腐蚀
公司生产设施设备主要包括:铝合金压铸机120吨1台/160吨1台/280吨1台,锌合金压铸机88吨4台/120吨1台,镁合金压铸机280吨1台,注塑机88吨4台,冲床3台,钻孔攻牙机15台,自动攻牙机2台,抛光机12台,喷砂机1台,激光镭雕机2台等各种配套生产设施设备。