中型H型钢生产工艺与电气控制
- 《中型H型钢生产工艺与电气控制》是2011年冶金工业出版社出版的图书,作者是郭新文、胡洪。本书是作者的团队对首钢长治钢铁公司H型钢项目从筹建、设备安装调试到生产运行的系统性总结。
-

选择特殊符号
选择搜索类型
请输入搜索
上篇 轧钢工艺与设备
1 中型H型钢生产线的生产工艺和技术特性
1.1 概述
1.2 工艺技术特点
1.3 工艺流程
1.4 工艺流程图
1.5 产品名称、规格
1.6 轧机技术性能
1.6.1 开坯轧机主要设备及性能
1.6.2 万能轧机、轧边机主要技术参数
2 异型坯连铸
2.1 异型坯连铸的发展概况
2.1.1 异型坯连铸的发展简史
2.1.2 发展异型坯连铸的重要意义
2.1.3 异型坯连铸的特点
2.2 首钢长钢异型坯连铸机
2.2.1 连铸机基本技术参数
2.2.2 连铸机工艺参数的确定
2.2.3 连铸机生产工艺流程
2.2.4 连铸机主要工艺参数和技术指标
2.2.5 连铸机主要技术要点的确定及说明
3 加热炉
3.1 原料技术标准及有关技术要求
3.1.1 中型H型钢生产线坯料
3.1.2 尺寸要求
3.1.3 H异型坯外形尺寸允许偏差
3.1.4 表面质量要求
3.1.5 铸坯外形尺寸测量要求
3.1.6 H型钢采用的钢种和组坯原则
3.2 炉子工艺流程
3.2.1 工艺过程简述
3.2.2 炉型
3.3 炉子主要尺寸、技术数据
3.4 加热炉区设备
3.4.1 水梁和热滑道
3.4.2 水封及排渣机构
3.4.3 加热炉步进机械
3.4.4 液压、干油润滑系统
3.4.5 烧嘴类型及供热能力
3.5 加热炉的主要技术特点
3.6 加热炉本体结构
3.6.1 炉壳钢结构
3.6.2 加热炉砌体
3.6.3 供排水系统及安全用水
3.7 燃烧系统
3.8 空、煤气管道系统
3.8.1 煤气管道系统
3.8.2 空气管道系统
3.8.3 助燃空气鼓风机
3.8.4 高效空气换热器
3.9 排烟系统
3.10 H型钢加热炉加热工艺制度
3.11加热炉开炉、停炉技术要点
3.11.1 炉子点火前检查项目
3.11.2 开炉操作程序
3.11.3 停炉操作程序
3.12煤气操作时的一些注意事项及操作中一般事故的处理
3.13加热炉维护要点
3.14加热炉节能
3.14.1 加热炉节能具体指标
3.14.2 炉子结构和操作节能技术
3.15轧钢加热炉基础知识
3.15.1 燃料燃烧
3.15.2 耐火材料
3.15.3 钢的加热工艺
3.15.4 加热炉的生产能力
……
4 开坯机与串列万能轧机机组
5 冷热锯与冷床
6 矫直
7 液压润滑系统
下篇 电气控制
《中型H型钢生产工艺与电气控制》内容共分13章,包括:中型H型钢生产线的生产工艺和技术特性;异型坯连铸;加热炉;开坯机与串列万能轧机机组;冷热锯与冷床;矫直;液压润滑系统;产品缺陷的分析与调整;工厂供配电系统;交直流传动系统;自动化系统;计算机通信网络;人机接口系统。
《中型H型钢生产工艺与电气控制》内容紧密结合生产实际,可供相关生产领域的工程技术人员和设计人员阅读,也可用于高级技术工人的培训。
这是电机的正反转控制,带延时断开的,假如KT1,2时间都设置为5秒,当按下SB2后,KM1得电,KT1得电,电机M正转,5秒后KT1的开点闭合,KT2线圈得电,5秒后KT2闭点断开,整个回路断开,电机...
①从控制方式上看,电气控制主要采用硬件接线方式,触点数量有限,控制系统灵活性和可扩展性受到限制;而 PLC控制主要采用软接线方式,其控制逻辑以程序的方式存放在存储器中,系统功能可通过改变程序来实现,其...
所谓自锁,即依靠接触器自身的辅助触点而使其线圈保持通电的现象。作用就是起到你松开按钮可以保证需要运转的设备能持续运转,直到你按停止按钮

 H型钢生产工艺
H型钢生产工艺
H型钢生产工艺
H型钢生产工艺 轻型钢结构的主刚架包括门式刚架和山墙抗风柱等部分。 主刚架作为建筑结构的骨架, 支承整个建筑结 构系统,承受和传递着各类荷载。根据跨度、高度及荷载的不同,门式刚架的梁、柱一般采用变截面或等截 面的实腹式焊接 H型截面或轧制 H型截面。 变截面构件通常改变腹板的高度做成楔形形状, 必要时也可改变 腹板的厚度。 结构构件在运输单元内一般不改变翼缘截面, 邻接的运输单元可采用不同厚度和宽度的翼缘截 面。因受加工设备限制, H型钢截面高度一般不能超过 2m。下面将介绍焊接 H型钢生产工艺流程。 一、排版下料、接板、数控切割 1. 结合图纸要求,根据现有材料的长度和宽度,进行排版,已达到最优节省。 2. 接板长度余量≤ 40mm,腹板和翼板的焊缝错开> 200mm,接板长度> 600mm,板接头的平整度处理、 接头处除锈油污,焊缝不得有内部缺陷。 3. 数控切割注意板的旁弯,切割面的
 马钢H型钢生产工艺介绍
马钢H型钢生产工艺介绍
马钢H型钢生产工艺介绍
马钢小 H 型钢生产工艺介绍 马鞍山钢铁股份有限公司第三钢轧总厂 二零一一年二月 前言 1、产品大纲及设计指标 2、产品质量标准、技术条件和检验方法 3、原料种类、标准和技术条件 4、生产工艺流程及特点 5、主要生产设备及其技术性能 6、生产工艺制度 7、H 型钢的常见缺陷 8、H 型钢的应用 主要内容 前言 H 型钢的概念: 腹板(常称为腰)与两翼缘(常称为腿)相垂直,翼缘内、外两侧边相互平行,腿端 平直,棱角分明,故也被称为“平行腿工字钢” 。因其翼缘较宽,又称为“平行宽翼缘工字 钢”。H 型钢有热轧和焊接两大类,因其断面形似英文字母“ H”,故称为 H 型钢。 H 型钢规格的表示方法:高度 H,宽度 B,腰厚 t1,腿厚 t2,如 400*200*8*13 表示 高度 H 直为 400mm,宽度 B 值为 200mm,腹板厚度 t1为 8mm,翼缘厚度 t2为 13mm。 前言 在欧
企业简介

导读:为生产出质量好、成本低的H型钢,首先需要确定一个合理的生产工艺流程。目前各主要H型钢厂所采用的主流工艺流程如下图所示。
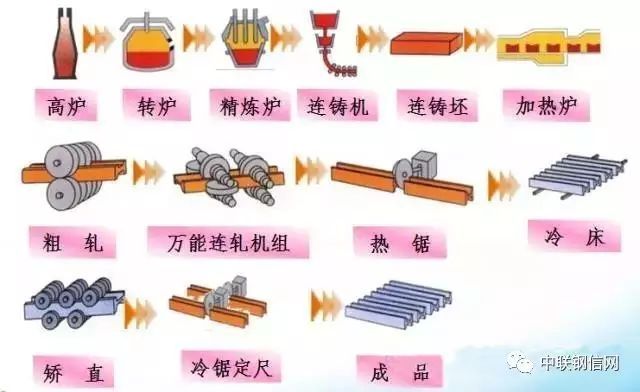
一般中小规格(H400×200及以下规格)H型钢多选用方坯、矩形坯,较大规格(H400×200以上规格)H型钢多选用异形坯,矩形坯和异形坯都可用连铸坯。从连铸过来的钢坯在经过称重后,装入步进式(或推钢式,现在用于生产型钢的推钢炉已经比较少)加热炉中加热到1200~1250℃出炉。步进式加热炉大多数采用上、下布置的双预热式烧嘴,可对不同规格钢坯提供最佳的温度控制,并节约燃料。

钢坯出炉后,先用10-25MPa的高压水除鳞,然后送入开坯机轧制。开坯机一般为两辊可逆式轧机(在小型钢上也有采用三辊轧机的,但工艺局限性强不利于生产组织),在开坯机上需要轧制5~13道次左右,然后轧件被送往切头飞剪或热锯,热锯只负责切去头部未成形部分,但飞剪可切头、分段及切尾。切头后的轧件送入精轧机组进行轧制,国内主要厂家小规格型钢精轧都采用全连轧形式,大规格型钢精轧都为可逆轧制。经精轧轧制后一般都直接送上冷床进行冷却,但也有采用上冷床前进行分段或上冷床后切头的。大规格型钢由于腿厚与腰厚差比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部波浪,故一般多采用立冷。但小规格H型钢主流厂家都采用步进齿式冷床都在齿条上斜放,采用步进式齿式冷床不仅可以减少原来用链式拖运机构造成的缺陷,而且容易控制钢材冷却速度。经过冷却后的H型钢被送人矫直机矫直。由于H型钢断面模数较大,一般都采用8辊、9辊或10辊式矫直机矫直,矫直辊间距最大可达2200mm。钢材经矫直后被送入编组台架进行分组等候锯切,经冷锯按定尺长度锯切后被送到检查台检查尺寸、外形和表面质量,然后进行分类、堆垛和打捆后送入仓库。对不合格品按按缺陷种类进行对应的重矫、修磨、焊补及其它处理,然后进入对应质检程序检查合格后再分类入库。

为提高轧机作业率、减少换辊时间,几乎所有的厂家都采用快速换辊系统,即在生产的同时预先把下一个品种所需轧辊组装好。在换辊时只要把全部原机架拉出,换上已装好的新机架即可。每个机架都装有一个快速接头面板,面板内包括冷却水、液压、稀油和干油管接头及连接杆的定位连接装置等。该装置拆接方便、迅速,整个换辊时间约10-20分钟左右。根据小型钢的换辊经验一般整体换辊时间在45-70分钟左右。
近二十年来,随着连铸技术的进步和在线自动化程度的提高,H型钢生产工艺也日益成熟,而且正朝高度自动化和连续铸轧的方向发展,将要面临工艺的变革。下期将为大家带来H型钢的常见缺陷,敬请期待!

声明:本文来源于网络,轧钢之家整理发布,版权归原作者所有。转载请注明来源;文章内容如有偏颇,敬请各位指正;如标错来源或侵权,请跟我们联系。
内容介绍
《型钢生产工艺》从型钢生产的基本知识展开,介绍了普通型钢、线材、冷弯型钢、H型钢等主要产品的生产工艺知识,以及孔型设计的基础知识,型钢产品的缺陷和轧制事故处理,新技术和发展趋势等。《型钢生产工艺》针对中等职业技术学校学生的认知特点和职业需求,深入浅出地讲解了其应知、应会的教学内容,在表现形式上,较多地使用了实物图片和表格等形式,使内容更加生动直观、通俗易懂。
《型钢生产工艺》由黄炜主编,王大海、李怀成、曹敏、张恩生、雷党萍、张天艳参加编写。
2100433B
普通钢圆钢、方钢、扁钢、六角钢、工字钢、槽钢、等边和不等边角钢及螺纹钢等。按尺寸分为大、中、小型。
中型型钢:中型型钢中工、槽、角、圆、扁钢用途与大型型钢相似。