最新统一编写塑料行业职业技能培训教材:塑料注塑工图书目录文献

 塑料注塑工艺标准资料
塑料注塑工艺标准资料
塑料注塑工艺标准资料
塑料注塑工艺标准 1、PP塑料制品: 1.1概述:聚丙烯,英文简称 PP,为一种白色蜡状材料,密度 0.90g/cm3。PP具有良好 的电性能和化学稳定性,其机械性能、耐热性均高于 PE,经过增强的 PP可用做 工程材料。 PP成纤性好,耐疲劳性好,用其制成的铰链几十万次不断; PP低温 冲击性不好,成型收缩率大,产品精度不高。 1.2加工: 1.2.1成型特性: 1.2.1.1结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分 解。 1.2.1.2流动性极好,溢边值 0.03mm左右。 1.2.1.3冷动速度快,浇注系统及冷却系统应散热缓慢。 1.2.1.4成型收缩范围大,收缩率大,易发生缩孔、凹痕、变形、方向性强。 1.2.1.5注意控制成型温度,料温低方向性明显,尤其是低温高压时更明显,模温 低于 50℃以下塑件不光泽,易发生熔接不良、流痕; 90℃以上时易发生翘 曲、变
 (塑料橡胶材料)常用塑料注塑工艺参数
(塑料橡胶材料)常用塑料注塑工艺参数
(塑料橡胶材料)常用塑料注塑工艺参数
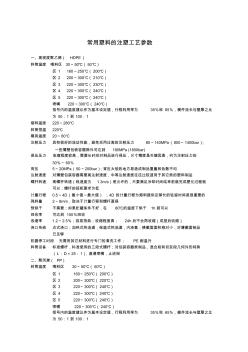
常用塑料的注塑工艺参数 一、高密度聚乙烯( HDPE) 料筒温度 喂料区 30~50℃( 50℃) 区 1 160~250℃( 200℃) 区 2 200~300℃( 210℃) 区 3 220~300℃( 230℃) 区 4 220~300℃( 240℃) 区 5 220~300℃( 240℃) 喷嘴 220~300℃( 240℃) 括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比 为 50:1 到 100:1 熔料温度 220~280℃ 料筒恒温 220℃ 模具温度 20~60℃ 注射压力 具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~1400bar); 一些薄壁包装容器除外可达到 180MPa (1800bar) 保压压力 收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的 30%~ 60% 背压