选择特殊符号
选择搜索类型
请输入搜索

分类 铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸铜件、铸铝件、铸镁件、铸锌件、铸钛件等。而每类铸件又可按其化学成分或金相组织进一步分成不同的种类。如铸铁件可分为灰铸铁件、球墨铸铁件、蠕墨铸铁件、可锻铸铁件、合金铸铁件等;按铸型成型方法的不同,可以把铸件分为普通砂型铸件、金属型铸件、压铸件、离心铸件、连续浇注件、熔模铸件、陶瓷型铸件、电渣重熔铸件、双金属铸件等。其中以普通砂型铸件应用最多,约占全部铸件产量的80%。而铝、镁、锌等有色金属铸件,多是压铸件。 性能与用途 铸件有优良的机械、物理性能,它可以有各种不同的强度、硬度、韧性配合的综合性能,还可兼具一种或多种特铸件的重量和尺寸范围都很宽,重量最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。 铸件质量 主要包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;内在质量主要指铸件的化学成分、物理性能、机械性能、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指铸件在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。铸件质量对机械产品的性能有很大影响。例如,机床铸件的耐磨性和尺寸稳定性,直接影响机床的精度保持寿命;各类泵的叶轮、壳体以及液压件内腔的尺寸、型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等;内燃机缸体、缸盖、缸套、活塞环、排气管等铸件的强度和耐激冷激热性,直接影响发动机的工作寿命。 影响铸件质量的因素很多,第一是铸件的设计工艺性。进行设计时,除了要根据工作条件和金属材料性能来确定铸件几何形状、尺寸大小外,还必须从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸件的成分偏析、变形、开裂等缺陷的产生。第二要有合理的铸造工艺。即根据铸件结构、重量和尺寸大小,铸造合金特性和生产条件,选择合适的分型面和造型、造芯方法,合理设置铸造筋、冷铁、冒口和浇注系统等。以保证获得优质铸件。第三是铸造用原材料的质量。金属炉料、耐火材料、燃料、熔剂、变质剂以及铸造砂、型砂粘结剂、涂料等材料的质量不合标准,会使铸件产生气孔、针孔、夹渣、粘砂等缺陷,影响铸件外观质量和内部质量,严重时会使铸件报废。第四是工艺操作,要制定合理的工艺操作规程,提高工人的技术水平,使工艺规程得到正确实施。 铸造生产中,要对铸件的质量进行控制与检验。首先要制定从原材料、辅助材料到每种具体产品的控制和检验的工艺守则与技术条件。对每道工序都严格按工艺守则和技术条件进行控制和检验。最后对成品铸件作质量检验。要配备合理的检测方法和合适的检测人员。一般对铸件的外观质量,可用比较样块来判断铸件表面粗糙度;表面的细微裂纹可用着色法、磁粉法检查。对铸件的内部质量,可用音频、超声、涡流、X射线和γ射线等方法来检查和判断。
水玻璃铸造才表面粗糙度12.5,现在有些用复合型工艺还会做到6.3
轴承表面粗糙度一般0.8um,1.6um,对应的安装孔也是这个值就可以安装了
利用针尖曲率半径为 2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线...

 涂装表面粗糙度检验
涂装表面粗糙度检验
涂装表面粗糙度检验
Q/YCRO 烟台中集来福士海洋工程有限公司 企业标准 Q/YCRO027-2011 表 面 粗 糙 度 检 验 2011-08-31发布 2011 -08-31实施 烟 台 中 集 来 福 士 海 洋 工 程 有 限 公 司 发 布 Q/YCRO027-2011 2 页 共 25 页 目 次 前言 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, VII 引言 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, IX 1 范围 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 4 2 规范性引用文件 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 4 3 术语和定义 ,,,
 01_表面粗糙度的标注方法
01_表面粗糙度的标注方法
01_表面粗糙度的标注方法
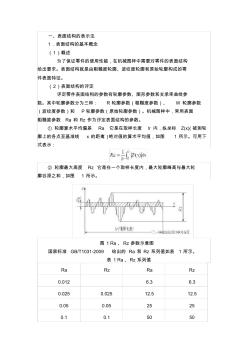
一、表面结构的表示法 1.表面结构的基本概念 (1)概述 为了保证零件的使用性能,在机械图样中需要对零件的表面结构 给出要求。表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零 件表面特征。 (2)表面结构的评定 评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参 数。其中轮廓参数分为三种: R 轮廓参数(粗糙度参数)、 W 轮廓参数 (波纹度参数)和 P轮廓参数(原始轮廓参数)。机械图样中,常用表面 粗糙度参数 Ra 和 Rz 作为评定表面结构的参数。 ① 轮廓算术平均偏差 Ra 它是在取样长度 lr 内,纵坐标 Z(x)( 被测轮 廓上的各点至基准线 x 的距离 )绝对值的算术平均值,如图 1 所示。可用下 式表示: ② 轮廓最大高度 Rz 它是在一个取样长度内,最大轮廓峰高与最大轮 廓谷深之和,如图 1 所示。 图 1 Ra、 Rz 参数示意图 国家标准 GB/T1031
本书由作者汇集、总结多年从事铸造流涂新工艺研究的理论及实践经验写成。内容涉及流涂必须采用的设备,流涂涂料的制备及其应控制的基本性能和检测方法,流涂涂料的施涂及其流变学等。本书对流涂工艺的推广,对提高铸造生产效率和效益,减轻工人劳动强度,降低铸造表面粗糙度值,会有很大的参考价值。本书可供从事铸造生产的工程技术人员、大专院校有关专业师生参考。
通用基础及工艺
GB/T 5611-1998 铸造术语
GB/T 5678-1985 铸造合金光谱分析取样方法
GB/T 6060.1-1997 表面粗糙度比较样块铸造表面
GB/T 6414-1999 铸件尺寸公差与机械加工余量
GB/T 1351-1989 铸件重量公差
GB/T 15056-1994 铸造表面粗糙度评定方法
JB/T 2435-1978 铸造工艺符号及表示方法
JB/T 4022.1-1999 合金铸造性能测定方法 自由线收缩测定方法
JB/T 1022.2-1999 合金铸造性能测定方法 热裂倾向的测定
JB/T 5105-1991 铸件模样起模斜度
JB/T 5106-1991 铸件模样型芯头 基本尺寸
JB/T 6983-1993 铸件材料消耗工艺定额计算方法
JB/T 7528-1994 铸件质量评定方法
JB/T 7699-1995 铸造用木制模样和芯盒技术条件
铸造用生铁及铁合金
GB/T 718-2005 铸造用生铁
GB/T 1412-2005 球墨铸铁用生铁
GB/T 1996-2003 冶金焦炭
GB/T 2272-2009 硅铁
GB/T 2774-2006 金属锰
GB/T 3211-2008 金属铬
GB/T 3282-2006 钛铁
GB/T 3648-1996 钨铁
GB/T 3649-2008 钼铁
GB/T 3650-2008 铁合金验收、包装、储运、标志和质量证明书的一般规定
GB/T 3795-2006 锰铁
GB/T 4008 2008 锰硅合金
GB/T 4009-2008 硅铬合金
GB/T 4010-1994 铁合金化学分析用试样的采取和制备
GB/T 4137-2004 稀土硅铁合金
GB/T 4138-2004 稀土镁硅铁合金
GB/T 4139-2004 钒铁
GB 4223-2004 废钢铁
GB/T 5682-1995 硼铁
GB/T 5683-2008 铬铁
GB/T 7737-2007 铌铁
GB/T 7738-2008 铁合金产品牌号表示方法
GB/T 8729-1988 铸造焦炭
GB/T 9971-2004 原料纯铁
GB/T 13247-1991 铁合金产品粒度的取样和检测方法
GB/T 1984.1-2010 铁合金 术语 第1部分:材料
GB/T 14984.2-2010 铁合金 术语 第2部分:取样和制样
GB/T 14984.3-2010 铁合金 术语 第3部分:筛分
GB/T 20932-2007 生铁定义与分类
YB/T 051-2003 电解金属锰
YB/T 065-1995 硅铝合金
YB/T 066-1995 硅钡铝合金
YB/T 067-1995 硅钙钡铝合金
YB/T 068-1995 脱碳低磷粒铁
YB/T 092-2005 合金铸铁磨球
YB/T 093-2005 低铬合金铸铁磨段
YB 4025-1991 铌磷半钢
YB/T 4114-2003 低碳硅铁
YB/T 5036-1993 磷铁
YB/T 5125-2006 含钒生铁
YB/T 5129-1993 氧化钼块
YB/T 5140-1993 氮化铬铁
YB/T 5210-1993 铸造用磷铜钛低合金耐磨生铁
YB/T 15296-2006 (原GB/T 717-1998)炼钢用生铁
YB/T 5304-2006 (原GB/T 3283 1987)五氧化二钒
YB/T 5358-2006 (原GB/T 15710 1995)硅钡合金
节能与安全生产
GB/T 1028-2000 工业余热术语、分类、等级及余热资源量计算方法
GB/T 2587-2009 用能设备能量平衡通则
GB/T 2588-2000 设备热效率计算通则
GB/T 2589-2008 综合能耗计算通则
GB/T 3484-2009 企业能量平衡通则
GB/T 3485-1998 评价企业合理用电技术导则
GB/T 3486-1993 评价企业合理用热技术导则
GB 5083-1999 生产设备安全卫生设计总则
GB/T 6422-2009 用能设备能量测试导则
GB/T 8222-2008 用电设备电能平衡通则
GB 8959-2007 铸造防尘技术规程
GB/T 13234-2009 企业节能量计算方法
GB/T 15316 2009 节能监测技术通则
GB/T 15512-2009 评价企业节约钢铁材料技术导则
……2100433B
通用基础及工艺
GB/T 5611—1998铸造术语
GB/T 5678—2013铸造合金光谱分析取样方法
GB/T 6060.1—1997表面粗糙度比较样块铸造表面
GB/T 6414—1999铸件尺寸公差与机械加工余量
GB/T 11351—1989铸件重量公差
GB/T 15056—1994铸造表面粗糙度评定方法
JB/T 2435—2013铸造工艺符号及表示方法
JB/T 5105—1991铸件模样起模斜度
JB/T 5106—1991铸件模样型芯头基本尺寸
JB/T 6983—1993铸件材料消耗工艺定额计算方法
JB/T 7528—1994铸件质量评定方法
JB/T 7699—1995铸造用木制模样和芯盒技术条件
铸造有色合金
GB/T 1173—2013铸造铝合金
GB/T 1174—1992铸造轴承合金
GB/T 1175—1997铸造锌合金
GB/T 1176—2013铸造铜及铜合金
GB 1177—1991铸造镁合金
GB/T 6614—2014钛及钛合金铸件
GB/T 8063—1994铸造有色金属及其合金牌号表示方法
GB/T 9438—2013铝合金铸件
GB/T 13819—2013铜及铜合金铸件
GB/T 13820—1992镁合金铸件
GB/T 15073—2014铸造钛及钛合金
GB/T 16746—1997锌合金铸件
GB/T 23301—2009汽车车轮用铸造铝合金
GB/T 26649—2011镁合金汽车车轮铸件
GB/T 26650—2011摩托车和电动自行车用镁合金车轮铸件
GB/T 26654—2011汽车车轮用铸造镁合金
GB/T 31203—2014乘用车铝合金车轮铸件
JB/T 5108—1991铸造黄铜金相
JB/T 7946.1—1999铸造铝合金金相铸造铝硅合金变质
JB/T 7946.2—1999铸造铝合金金相铸造铝硅合金过烧
JB/T 7946.3—1999铸造铝合金金相铸造铝合金针孔
JB/T 7946.4—1999铸造铝合金金相铸造铝铜合金晶粒度
JB/T 12283—2015饮用水系统零部件用黄铜铸件
造型材料
GB/T 2684—2009铸造用砂及混合料试验方法
GB/T 7143—2010铸造用硅砂化学分析方法
GB/T 9442—2010铸造用硅砂
GB/T 25138—2010检定铸造粘结剂用标准砂
GB/T 25139—2010铸造用泡沫陶瓷过滤网
GB/T 26659—2011铸造用再生硅砂
JB/T 3828—2013铸造用热芯盒树脂
JB/T 6984—2013铸造用铬铁矿砂
JB/T 6985—1993铸造用镁橄榄石砂
JB/T 7526—2008铸造用自硬呋喃树脂
JB/T 8583—2008铸造用覆膜砂
JB/T 8834—2013铸造覆膜砂用酚醛树脂
JB/T 8835—2013砂型铸造用水玻璃
JB/T 9221—1999铸造用湿型砂有效膨润土及有效煤粉试验方法
JB/T 9222—2008湿型铸造用煤粉
JB/T 9223—2013铸造用锆砂、粉
JB/T 9226—2008砂型铸造用涂料
JB/T 9227—2013铸造用膨润土
JB/T 11738—2013铸造用三乙胺冷芯盒法树脂
JB/T 11739—2013铸造用自硬碱性酚醛树脂
压铸
GB/T 13818—2009压铸锌合金
GB/T 13821—2009锌合金压铸件
GB/T 13822—1992压铸有色合金试样
GB/T 15114—2009铝合金压铸件
GB/T 15115—2009压铸铝合金
GB/T 15116—1994压铸铜合金
GB/T 15117—1994铜合金压铸件
GB/T 25747—2010镁合金压铸件
GB/T 25748—2010压铸镁合金
熔模铸造
GB 12214—1990熔模铸造用硅砂、粉
GB 12215—1990熔模铸造用铝矾土砂、粉
GB/T 14235.1—1993熔模铸造模料熔点测定方法(冷却曲线法)
GB/T 14235.2—1993熔模铸造模料抗弯强度测定方法
GB/T 14235.3—1993熔模铸造模料灰分测定方法
GB/T 14235.4—1993熔模铸造模料线收缩率测定方法
GB/T 14235.5—1993熔模铸造模料表面硬度测定方法
GB/T 14235.6—1993熔模铸造模料酸值测定方法
GB/T 14235.7—1993熔模铸造模料流动性测定方法
GB/T 14235.8—1993熔模铸造模料黏度测定方法
GB/T 14235.9—1993熔模铸造模料热稳定性测定方法
GB/T 31204—2014熔模铸造碳钢件
GB/T 32251—2015熔模精铸工艺污染物的控制
GB/T 32252—2015熔模精铸工艺通用技术导则
JB/T 2980.1—1999熔模铸造型壳高温热变形试验方法
JB/T 2980.2—1999熔模铸造型壳高温抗弯强度试验方法
JB/T 4007—1999熔模铸造涂料试验方法
JB/T 4153—1999型壳高温透气性试验方法
JB/T 11733—2013熔模铸造用煅烧高岭土砂粉
JB/T 11734—2013石膏型熔模铸造用铸型粉
艺术铸件
JB/T 10973—2010艺术铸造铜雕塑件
JB/T 10974—2010艺术铸造乐器
JB/T 10975—2010艺术铸造响器
安全生产节能与资源综合利用
GB/T 26657—2011砂型烘干炉能耗评定
JB/T 6953—1993铸造冲天炉烟尘排放标准
JB/T 11735—2014铝合金锌合金压铸生产安全技术要求
JB/T 11736—2014镁合金压铸件精整机加工通风除尘安全规范
JB/T 11737—2014镁合金压铸块状废料回收工艺规范
JB/T 11995—2014铸造企业清洁生产综合评价方法2100433B