主轴定向控制文献

 主轴定向控制
主轴定向控制
主轴定向控制
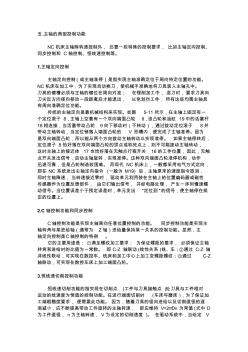
五 .主轴的典型控制功能 NC机床主轴除转速控制外, 还要一些特殊的控制要求, 比如主轴定向控制、 同步控制和 C轴控制、恒线速控制等。 1.主轴定向控制 主轴定向控制(或主轴准停)是指实现主轴准确定位于周向特定位置的功能。 NC机床在加工中,为了实现自动换刀,使机械手准确地将刀具装入主轴孔中。 刀具的键槽必须与主轴的键位在周向对准; 在镗削加工中, 退刀时,要求刀具向 刀尖反方向径向移动一段距离后才能退出, 以免划伤工件,所有这些均需主轴具 有周向准确定位功能。 传统的主轴定向是靠机械结构来实现。如图 5-11所示,在主轴上固定有一 个定位滚子 8,主轴上空套有一个双向端面凸轮 9,该凸轮和油缸 19中的活塞杆 18相连接,当活塞带动凸轮 9向下移动时(不转动),通过拨动定位滚子 8并 带动主轴转动,当定位销落入端面凸轮的 V 形槽内,便完成了主轴准停。因为 是双向端面凸轮,所以能从两个
 主轴部分控制
主轴部分控制
主轴部分控制
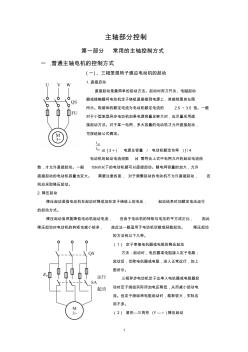
1 主轴部分控制 第一部分 常用的主轴控制方式 一 .普通主轴电机的控制方式 (一)、三相笼型转子感应电动机的起动 1.直接启动 直接起动是最简单的起动方法。起动时用刀开关、电磁起动 器或接触器将电动机定子绕组直接接到电源上,其接线图如左图 所示。取熔体的额定电流为电动机额定电流的 2.5 ~3.5 倍。一般 对于小型笼型异步电动机如果电源容量足够大时,应尽量采用直 接起动方法。对于某一电网,多大容量的电动机才允许直接起动, 可按经验公式确定。 N st I I ≤ [ 3 + ( 电源总容量 / 电动机额定功率 ) ] / 4 电动机的起动电流倍数 KI 需符合上式中电网允许的起动电流倍 数,才允许直接起动。一般 10kW以下的电动机都可以直接起动。随电网容量的加大,允许 直接起动的电动机容量也变大。 需要注意的是, 对于频繁起动的电动机不允许直接起动, 否 则应采取降压起动。