序
前言
第1篇铸造工艺
第1章铸造工艺过程概要
1.1砂型的种类及其特点
1.1.1黏土砂型
1.1.2水玻璃砂型
1.1.3树脂自硬砂型
1.2造型
1.2.1手工造型
1.2.2普通机器造型
1.2.3水平分型高压造型
1.2.4垂直分型无箱高压造型
1.2.5其他造型方法
1.3制芯
1.3.1砂芯的分级
1.3.2砂芯的基本结构
1.3.3手工制芯
1.3.4机器制芯
1.3.5热芯盒制芯
1.3.6制造壳芯
1.3.7冷芯盒制芯
1.4铸型的合箱与浇注
1.4.1合箱
1.4.2铸型抬箱力计算
1.4.3浇注铸型
1.5铸件的落砂与清理
1.5.1铸件的落砂
1.5.2铸件的清理
1.5.3铸件的热处理
1.5.4铸件的涂装
1.6铸件质量检验与缺陷修补
1.6.1铸件质量的概念
1.6.2铸件缺陷分析
1.6.3铸件质量检验
1.6.4铸件缺陷的修补和矫正
第2章砂型铸造工艺设计基础
2.1铸件的凝固方式与铸件质量的关系
2.1.1铸造合金的凝固方式
2.1.2影响凝固方式的因素
2.1.3凝固方式与铸件质量的关系
2.1.4灰铸铁和球墨铸铁的凝固方式
2.2铸件的收缩与收缩缺陷
2.2.1铸钢、铸铁的收缩
2.2.2铸件凝固以后的线收缩
2.2.3缩孔和缩松
2.2.4消除缩孔类缺陷的途径
2.2.5铸件的热裂和冷裂
2.2.6铸造应力
2.3铸件中的气体和非金属夹杂物
2.3.1铸件中的气体
2.3.2铸件中的非金属夹杂物
第3章铸造工艺设计总体考虑
3.1工艺设计的依据
3.1.1了解客户的要求
3.1.2熟悉企业的具体生产条件
3.1.3对该项产品的生产作概略的经济分析
3.1.4节能和环保
3.2设计内容和程序
3.3审查零件结构的铸造工艺性
3.3.1从避免缺陷方面审查铸件结构
3.3.2从简化工艺方面改进零件结构
3.4造型、造芯方法的选择
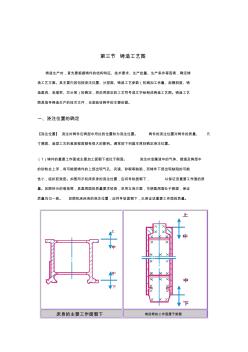
3.5浇注位置的确定
3.5.1浇注位置应有利于所确定的凝固顺序
3.5.2铸件的重要部分应尽量置于下部
3.5.3重要加工面应朝下或呈直立状态
3.5.4使铸件的大平面朝下,避免夹砂结疤类缺陷
3.5.5应保证铸件能充满
3.5.6避免用吊砂、吊芯或悬臂式砂芯,便于下芯、合箱及检验
3.5.7应使合箱位置、浇注位置和铸件冷却位置相一致
3.6分型面的选择
3.6.1应使铸件全部或大部置于同一半型内
3.6.2应尽量减少分型面的数目
3.6.3分型面应尽量选用平面
3.6.4分型面通常选在铸件的最大截面处,尽量不使砂箱过高
3.6.5便于下芯、合箱和检查型腔尺寸
3.6.6受力件的分型面的选择不应削弱铸件结构强度
3.6.7注意减轻铸件清理和机械加工量
3.7砂箱(型)中铸件的数量及排列状况
3.7.1砂箱(型)中铸件数量的确定原则
3.7.2吃砂量的确定
3.7.3铸件在砂箱中的排列
3.8工艺设计参数
3.8.1铸件尺寸公差
3.8.2铸件重量公差
3.8.3机械加工余量
3.8.4铸造收缩率(模样放大率、缩尺)
3.8.5起模斜度
3.8.6最小的铸出孔及槽
3.8.7工艺补正量
3.8.8工艺筋
3.8.9反变形量
3.8.10非加工壁厚的负余量
3.8.11分型负数
3.8.12砂芯负数(砂芯减量)
3.9砂芯设计
3.9.1砂芯设计的基本原则
3.9.2芯头结构、芯头尺寸、芯撑和芯骨
3.9.3砂芯的排气
3.9.4砂芯的组合及预装配
第4章浇注系统设计
4.1对浇注系统的基本要求
4.2浇注系统的基本类型
4.2.1按浇注系统各单元截面的比例分类
4.2.2按内浇道在铸件上的位置分类
4.3浇注系统的基本组元
4.3.1浇口杯
4.3.2直浇道
4.3.3直浇道窝
4.3.4横浇道及末端延长段
4.3.5强化横浇道阻渣的措施
4.3.6内浇道
4.4计算浇注系统A阻的水力学公式
4.5转包浇注系统的设计
4.5.1快浇和慢浇
4.5.2合适的浇注时间
4.5.3金属液在型内的上升速度
4.5.4流量系数μ的确定
4.5.5设计浇注系统的步骤
4.5.6灰铸铁件浇注系统
4.5.7球墨铸铁件的浇注系统
4.5.8可锻铸铁件的浇注系统
4.5.9铸钢用转包浇注时浇注系统的尺寸计算
4.5.10轻合金铸件的浇注系统
4.5.11铜合金铸件的浇注系统
4.6底注包铸钢的浇注系统
4.6.1底注包的容量及塞座砖孔径的选择
4.6.2其他组元的截面积
4.6.3补浇冒口的专用浇道
4.7其他形式的浇注系统
4.7.1压边浇口
4.7.2雨淋浇口
4.7.3带离心式集渣包的浇注系统
4.7.4阶梯式浇注系统
4.7.5垂直分型浇注系统
4.8金属液的过滤技术
4.8.1对过滤元器件的质量要求
4.8.2过滤技术的最新进展
第5章冒口和冷铁
5.1铸件的凝固
5.1.1凝固区域
5.1.2凝固方式和影响凝固方式的因素
5.2通用冒口
5.2.1冒口的种类
5.2.2通用冒口的选用
5.3铸钢件冒口的设计与计算
5.3.1模数法
5.3.2模数-周界商法(模数法的最新发展)
5.3.3补缩液量法
5.3.4比例法
5.3.5铸件工艺出品率的校核
5.4铸铁件的实用冒口
5.4.1铸铁的体积变化
5.4.2铸铁件实用冒口的设计
5.4.3无冒口补缩法的应用条件
5.5冷铁的设计和计算
5.5.1外冷铁
5.5.2内冷铁
第6章铸造工艺装备设计
6.1模样(pattern)设计
6.1.1材质
6.1.2金属模的结构
6.1.3模样(芯盒)的尺寸标注
6.2模板设计
6.2.1模板种类
6.2.2模底板结构
6.2.3模板的定位
6.2.4注意事项
6.3芯盒
6.3.1类型和材质
6.3.2芯盒结构设计
6.3.3活块、镶块
6.3.4定位、夹紧结构
6.3.5芯盒的辅件
6.3.6一般金属芯盒的精度
6.4热芯盒工艺和壳芯工艺用芯盒
6.4.1芯盒材质
6.4.2选择分盒面
6.4.3热芯盒的壁厚
6.4.4射砂口的设计
6.4.5热(壳)芯盒的加热方式
6.4.6工作内腔尺寸
6.4.7芯盒的定位
6.4.8排气方式
6.4.9出芯方式
6.4.10加热方式
6.5砂箱及附件
6.5.1设计和选用砂箱的基本原则
6.5.2类型
6.5.3砂箱结构
6.5.4搬运、翻转砂箱的结构
6.5.5砂箱的紧固
6.6其他工艺装备
6.6.1高压造型用直浇道模和浇口杯模
6.6.2压砂板和成型压头
6.6.3砂芯检验用具
6.6.4烘干器(板)
6.6.5工装图样的通用技术条件
第7章铸造工艺符号、铸造工艺图及设计实例
7.1铸造工艺符号及表示方法
7.2铸造工艺图
7.3铸造工艺设计实例
7.3.14146柴油机飞轮壳(机后盖)
7.3.2φ25mm×25mm铸钢阀体
7.3.3球墨铸铁汽车后桥壳
第8章计算机技术的应用
8.1铸造工艺的计算机辅助设计
8.1.1铸件的模数和重量计算
8.1.2铸件实用冒口的设计计算
8.1.3铸件浇注系统设计计算
8.1.4其他功能模块内容简介
8.2铸件充型及凝固的模拟
8.2.1模拟步骤
8.2.2应用实例
8.3快速成形技术
8.3.1快速成形技术的概念
8.3.2快速成形技术原理
8.3.3典型的快速成形技术
8.3.4快速成形技术(RP)的应用
8.3.5各种快速成形技术的比较
8.3.6RP应用举例
参考文献
……
第2篇造型材料
第9章概述
第10章原砂
第11章黏土湿型砂
第12章水玻璃黏结砂
第13章树脂黏结砂
第14章铸造涂料
参考文献

 铸造工艺图解
铸造工艺图解
 钛酸铝材料在活塞铸造工艺中的应用
钛酸铝材料在活塞铸造工艺中的应用