铸造粘结剂喷射砂型设计要求文献

 二阶反应型防水粘结剂的设计要求
二阶反应型防水粘结剂的设计要求
二阶反应型防水粘结剂的设计要求
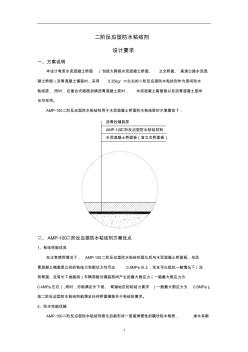
1 二阶反应型防水粘结剂 设计要求 一、方案说明 本设计考虑水泥混凝土桥面 (包括大跨径水泥混凝土桥面、 立交桥面、 高速公路水泥混 凝土桥面)沥青混凝土铺装时,采用 0.35kg/ ㎡左右的二阶反应型防水粘结剂作为层间防水 粘结层, 同时,在复合式路面加铺沥青混凝土层时, 水泥混凝土路面板以及沥青混凝土层间 也可采用。 AMP-100二阶反应型防水粘结剂用于水泥混凝土桥面防水粘结层时示意图如下: 沥青砼铺装层 AMP-100二阶反应型防水粘结材料 水泥混凝土桥面板(含立交桥面板) 二、AMP-100二阶反应型防水粘结剂方案优点 1、粘结性能优良 在正常使用情况下, AMP-100二阶反应型防水粘结剂固化后与水泥混凝土桥面板、与沥 青混凝土铺装层之间的粘结力和剪切力均可达 0.8MPa以上,完全可以抵抗一般情况下(没 有弯道、没有长下坡路段)车辆荷载对铺装层间产生的最大剪应力(一般最大剪
 涂料及粘结剂论文
涂料及粘结剂论文
涂料及粘结剂论文
JI A N G S U U N I V E R S I T Y 涂料及粘结剂化学结课论文 聚氨酯涂料研究进展 学院名称: 材料科学与工程学院 专业班级: 高分子 1201 学生姓名: 学 号: 31207050 指导教师姓名: 2015年 12 月 聚氨酯涂料研究进展 摘要:聚氨酯涂料因其良好的性能, 已经广泛地应用工业设施和民用装饰等各个领域, 在涂料行业中占有非常重要的位置。本文简要叙述了聚氨酯涂料的组成、合成、主要应用, 展望了聚氨酯涂料的发展方向。 关键词: 聚氨酯 涂料 树脂 合成 应用 1.引言 聚氨酯 (PU)是一种有优异性能的高分子材料,以低聚多元醇为软段,扩链剂和异氰酸酯 为硬段的嵌段化合物 [1] ,其化学结构中含有氨基甲酸酯、脲键、醚键和脲基甲酸酯键等多种 极性键,给予了它优良的成膜性能和粘结性。聚氨酯具有柔韧性、耐磨性、低温性、耐化学 品性和粘结性好的优点。