铸造性能金属流动性文献

 流动性的建筑
流动性的建筑
流动性的建筑
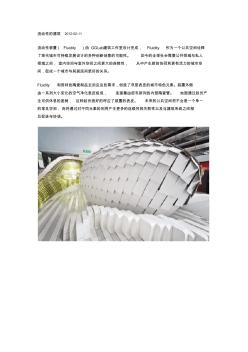
流动性的建筑 2012-02-11 流动性装置( Fluidity )由 GGLab建筑工作室设计完成, Fluidity 作为一个公共空间诠释 了现代城市可持续发展设计的多种创新创意的可能性。 如今的全球社会需要公共领域与私人 领域之间, 室内空间与室外空间之间更大的连续性, 从中产生新的协同和更有活力的城市空 间,促成一个城市与其居民间更好的关系。 Fluidity 利用特色陶瓷制品去回应这些需求,创造了双层表皮的城市特色元素。装置外侧 由一系列大小变化的空气净化表皮组成, 连接着由密布排列的内部陶瓷管。 地面通过起伏产 生可供休息的座椅, 这种起伏很好的呼应了装置的表皮。 未来的公共空间将不会是一个单一 的常见空间,而将通过对不同元素的利用产生更多的连续性和关联性以及与建筑系统之间相 互促进与协调。
 流动性高性能混凝土的运用
流动性高性能混凝土的运用
流动性高性能混凝土的运用
G210项目是内蒙古路桥公司的重点项目,也是国家重点建设项目。项目在混凝土箱梁施工中采用了全液压模板与高性能混凝土施工相结合的方案。取得了一定的经验共赏析。