
挤出机是挤出、注塑、吹塑等塑料成型工艺的关键部件,螺杆则是塑料挤出机的心脏。由于装配的需要,挤出机螺杆与机筒之间存在一个配合间隙δ,由于这个配合间隙在螺杆直径方向上,所以也称直径间隙或装配间隙。而且这个配合间隙是一个关系到挤出机工作性能的重要参量。下面分两部分,第一部分论述间隙δ的存在对挤出机整机性能的影响;第二部分说明国内外挤出机螺杆机筒直径间隙大小不同比较。

1.间隙对挤出机工作性能的影响。
1.1静态影响
挤出机流量计算公式为:Q=Qd-Qp-Ql 即等于正流Qd、压力流Qp和漏流Ql的代数和。其中挤出机漏流Ql是一种在螺棱和机筒形成的间隙δ中沿螺杆轴线向料斗方向的流动,它是由机头、分流板和滤网等对熔体的反压造成的流动。由于间隙δ很小,故在正常情况下,漏流较之正流小很多。但也不能完全忽略之。
在相关假设基础之上,根据流体力学的分析方法,可推导出漏流量的计算公式如下:
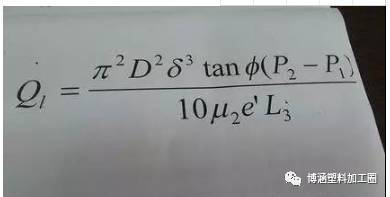
(具体推到过程参见参考文献[1]和[3])
式中:D为螺杆直径(cm);δ为螺杆与机筒间隙(cm);μ2为间隙δ中塑料熔体的黏度(pa·s);φ为螺旋升角;e'为沿螺杆轴向测得的螺纹棱宽(cm)
;p1为计量段开始处熔体压力(Mpa);p2计量段末端处熔体压力(Mpa);
由以上两公式可以看出:增加挤出机产量,需要减少漏流量。而漏流量与螺杆机筒间隙的三次方成正比。因此可以通过减小螺杆与机筒之间间隙来实现减少漏流量。
由于螺杆与机筒的间隙关乎挤出机产量及加工、装配精度。在设计挤出机时,需要从各个因素来综合考虑螺杆与机筒间隙。间隙太小,挤出产量增加产量,但增加螺杆与机筒的磨损。间隙太大,一方面漏流量上升,产量下降;另一方面,将导致熔膜增厚,因而不利于热传导并降低了剪切速率,不利于物料的熔融。且实践证明[1]:当δ增大至计量段螺槽深的15%时,在给定条件下,经计算其漏流量已达37%。此时,螺杆和机筒磨损太大,生产很不经济。所以有必要选择高耐磨材料,如双金属机筒与螺杆结构。
另外,在挤出机设计中,还要根据被加工物料性质选择不同的间隙δ值。例如:对于温度敏感的物料,间隙δ值可以选大些,减少因剪切而产生的热分解;对于低粘度的非热敏性物料,比如高密聚乙烯,间隙δ可以小一些,以增加其剪切。
1.2 动态影响
上面只是静态地分析了螺杆机筒间隙对挤出机工作性能的影响,主要是温室时的装配间隙。当挤出机运转时,由于加工温度和螺杆上的压力载荷,螺杆和机筒间的实际间隙会发生变化。当加工温度远高于是温室时,螺杆和机筒具有不同的热膨胀系数,或螺杆温度与机筒温度不同时,间隙就会发生变化。而间隙的变化就有可能引起螺杆抱死现象。
计算表明[4]:由压力载荷引起的螺杆径向膨胀,而发生间隙变化相当小,可以不予考虑。倒是挤出机加料段的螺杆和机筒温度差异需要特别关注。加料段的机筒上一般都有水冷却,而螺杆却因为其它区的高温热传导温度较高。由此螺杆与机筒就存在一个温度差。这个温度差导致了两者的膨胀不同,进而使两者之间的间隙发生变化。如果间隙小到超出原装配间隙时,就会发生螺杆抱死现象。为了避免螺杆抱死情况的出现,可以在设计挤出机时,加大加料段的螺杆机筒间隙,也即减少进料段的螺杆直径,每毫米至少0.002㎜[4]。这样,在增加加料段螺杆与机筒间隙之后,既基本不影响挤出机的工作性能,还将大大降低挤出机螺杆抱死的可能性。
2.国内挤出机螺杆与机筒直径间隙与国外螺杆机筒间隙比较。
上面分析了挤出机螺杆与机筒间隙的对整机工作性能的静态与动态影响。下面比较国内与国外对螺杆机筒间隙的不同要求。
表1 螺杆与机筒直径间隙(JB/T8061-96)单位:㎜
螺杆直径 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
|
直径间隙 |
最大 |
+0.18 |
+0.20 |
+0.22 |
+0.24 |
+0.27 |
+0.30 |
+0.30 |
+0.32 |
+0.32 |
最小 |
+0.08 |
+0.09 |
+0.10 |
+0.11 |
+0.13 |
+0.15 |
+0.15 |
+0.16 |
+0.16 |
|
螺杆直径 |
65 |
70 |
80 |
90 |
100 |
120 |
150 |
200 |
||
直径间隙 |
最大 |
+0.35 |
+0.35 |
+0.38 |
+0.40 |
+0.40 |
+0.43 |
+0.46 |
+0.54 |
|
最小 |
+0.18 |
+0.18 |
+0.20 |
+0.22 |
+0.22 |
+0.25 |
+0.26 |
+0.29 |
表2 国外螺杆与机筒直径间隙(注:上表单位:in,下表单位:㎜)
螺杆直径 |
2-1/2" |
3-1/2" |
4-1/2" |
6" |
8" |
10" |
12" |
|
直径间隙 |
最大 |
0.010 |
0.012 |
0.013 |
0.016 |
0.019 |
0.021 |
0.025 |
最小 |
0.007 |
0.01 |
0.010 |
0.013 |
0.016 |
0.018 |
0.020 |
|
螺杆直径 |
63.5㎜ |
88.9㎜ |
114.3㎜ |
152.4㎜ |
203.2㎜ |
254㎜ |
304.8㎜ |
|
直径间隙 |
最大 |
0.254 |
0.3048 |
0.3302 |
0.4064 |
0.4826 |
0.5334 |
0.635 |
最小 |
0.1778 |
0.254 |
0.254 |
0.3302 |
0.4064 |
0.4572 |
0.508 |
从以上表1、表2数据分析:1)螺杆直径超过200㎜,JB/T8061标准内没有规定;2)国外螺杆与机筒直径间隙比国内标准平均小0.1㎜;3)国外标准公差带在0.07~0.13㎜范围内,而JB/T8061标准内同规格公差带在0.16~0.25范围内。由此可以看出国外对于螺杆与机筒要求的严格。
当然,在标准JB/T8061里规定的螺杆机筒间隙只是一个最低的参考要求。在现代的加工条件下,完全有能力再缩小间隙。当然这也是有必要的。但间隙减小也需要螺杆和机筒的加工支持。在德国等发达国家对于螺杆机筒加工精度的提高[5],比如螺杆端面跳动误差可以控制在0.01㎜以内;螺杆外径误差可以控制住0.005㎜以内;螺杆外表面和料筒内表面的粗糙度不大于0.2µm。也正是国外塑机产业在螺杆机筒等各个环节的精益求精,保证了整机装配精度及工作性能,让进口挤出机与国产挤出机在能耗、塑化能力等方面有了很大的差距。比如国内生产φ150/25挤出机,在加工HMWHDPE粉料时,其塑化能力仅达到400kg/h,德国Krupp公司的φ150/25挤出机在加工70%新料和30%粉碎料混合的HMWHDPE,其塑化能力达到600kg/h,是国产挤出机产量的1.5倍。
总之,塑料挤出机螺杆与机筒间隙值的选取是一个综合性问题,在设计时,必须结合被加工物料的性质、机头阻力的情况、螺杆机筒的材质及热处理情况、机械加工条件以及螺杆直径大小来合理选取。




