
作者:姚步峰 邓 云 朱绒利
单位:国水投资集团西安风电设备股份有限公司
来源:《金属加工(冷加工)》杂志
大型风力发电是当今世界迅速发展的绿色清洁能源,其中刹车盘是风力发电机组中的关键部件。某设计单位研发的兆瓦级风力发电机组刹车盘上带有12个功能槽,分别分布在刹车盘的两个工作表面,一侧4个,另一侧8个,该槽的尺寸要求为深5mm、宽5mm以及有效长度110mm,在圆周上呈交叉分布,该槽的主要特征是窄而浅。根据工件特征,工艺安排在数控龙门铣上使用φ 5mm的立铣刀加工该槽,根据现场加工情况反映,加工该槽较费时费力,且加工过程中还会发生铣刀折断的现象, 原因是φ 5mm的立铣刀铣窄槽时吃刀量大易折断,但吃刀量减小,会大大增加加工时间, 降低加工效率。

工件加工要素及加工装置设计分析
刹车盘的功能槽如图1 所示(以1.5MW机型的刹车盘为例,功能槽分布在φ1 900mm的内圆两侧表面,该工件外圆直径2 570mm)。
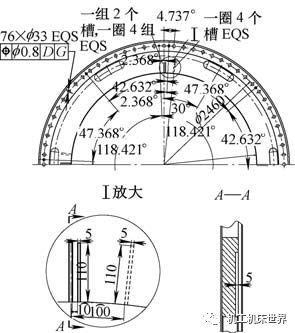
图1 刹车盘功能槽分布及局部放大图
从图1上看,一面有8个功能槽,2个1组,共4组,呈圆周均布排列;另一面有4个功能槽,也是呈圆周均布排列。其中,两者整体错开100mm,所以在加工时每个侧面可使用1个机头加工完1个部位后旋转90°,依此类推,分4次完成,在加工双排槽时,需使用并排安装的双刀具加工完成。同理,如果使用双机头设计,同一侧加工时机头只需旋转1次,更节省时间及劳动强度。加工另一侧面时,只需控制好起始位置,可采用划线进行确定100mm的偏移量,同时,安装时卸掉多余的刀具,只保留1把刀具即可。
根据工件功能槽的用途及使用方法,槽的末端形状不作要求,只需保证槽的有效长度达到110mm即可,所以我们考虑放弃立铣刀,使用5mm宽的小锯片铣刀代替完成该加工,因双槽间距太小(10mm),同时加工双槽时安装拆卸反而更方便快捷、具有可行性。

设计铣槽装置及加工原理
(1)铣槽装置结构设计。根据工件特点,设计该装置,其结构包括定位组件、加工组件及驱动组件三部分,其特征如下:①定位组件包括定位底盘、定心装置和旋转装置,利用定位螺栓、螺母把定位底盘和刹车盘固定。该定心装置用于对刹车盘找正,并通过安装轴承旋转装置至加工槽位置。②加工组件。由进给丝杠推动的滑板支架上的传动系统带动刀杆上的锯片铣刀进行切削加工,且刀杆安装横向于机头进给方向。传动系统由发电机4提供动能,发电机4位于定位装置两 侧,由发电机4的小链轮和轴套固定联接。③驱动组件包括发电机4。所述装置中部安装有配电柜,该配电柜为发电机4供电。
铣槽装置的装配、结构及加工时装刀方式如图2、图3和图4所示。
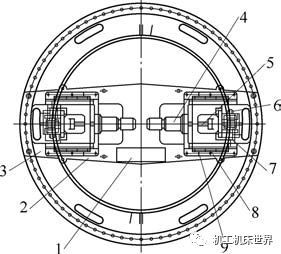
图2 铣槽装置加工时装配示意图
1.配电柜 2.定位底盘 3.刹车盘
4、7.发电机 5.进给丝杠 6.传动系统
8.滑板支架 9.滑板座
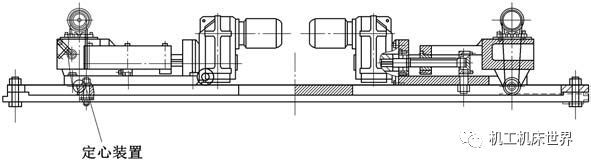
图3 铣槽装置加工时结构示意图

图4 铣槽装置加工时装刀方式(双排刀)示意图
由图3可知,普通卧式铣床刀杆与机头进给方向一致,切削时靠工作台面相对于机头的横向移动带动工件进行加工。
定心装置(见图5)由安装在底板上的定心轴承座和定心轴承通过螺母、垫片和挡圈等固定在工件内径处,轴承的外径与工件内径形成小的间隙配合,当铣槽装置起吊至工件上方时,通过定心轴承座大致确定中心,使铣槽装置缓缓落下,待定心轴承与内径接触后,轻微转动该装置,使铣刀对齐铣槽位置,并确认定位螺栓可通过铣槽装置的底板与工件孔,再缓缓下落,使其与工件表面接触贴实,并对定位螺栓紧固后,即可开始加工。该铣槽装置通过将小链轮和轴套结合在一起,有效缩小了刀杆装刀处尺寸。刀杆和轴套内孔采用莫斯锥度配合,在用φ 80mm锯片刀铣削5mm槽的情况下,可有效传递动力而不打滑(包括装双锯片刀)。

图5 定心装置放大示意图
1.定位螺栓M30 2、3、8.六角螺母 4.弹垫20
5.定心轴承座 6.单列向心轴承305 7.挡圈
(2)加工原理及过程简述。使用时将本装置放置在刹车盘上,通过定心装置找正。旋转至加工槽位置时,通过定位底盘上的定位孔与工件孔定位并固定,开动发电机4和7,通过进给丝杠推动滑板支架,并通过滑板支架上的传动系统带动刀杆上的锯片铣刀进行切削加工。该铣槽机设有限位装置,到行程末端时退刀,完成一处槽的加工。整个进刀和退刀不超过6min,如进给选用变频电动机实现快退,则每一个加工循环时间还会缩短。整个过程通过行程开关进行控制,动力通过配电柜进行分配。

结语
通过与传统加工方法(使用立式车床)加工对比,立铣加工平均1个槽耗时0.5h,按工件上12个槽加工量计算,加上工件两次装夹及找正的时间,一台机床加工1个零件(包括使用数控机床)至少需要7h。原因在于5mm的立铣刀铣窄槽时铣削速度快则铣刀易折断,铣削速度慢则效率不高。而使用该装置进行加工,锯片铣刀的进给可达立铣进给的数倍,每个加工部位不超过6min。因为1次定位,可加工2处槽,故只需定位4次即可完成工件正反两面所有槽的加工,然后加上工件定位紧固的时间,整个工件所需时间可缩短至2h。
本实用新型机构简单、操作方便、安全可靠以及通用性强,弥补了原有传统立式铣床加工方法的不足,并且能大幅度提高生产效率,为企业降本增效做出贡献。




