
7075航空铝合金具有密度小、高强度、良好的机械性能等特点,被广泛应用于航空航天、模具、机械设备和工装夹具等行业。铝合金配合表面一般通过干切削和MQL高速加工获得。MQL(Minimum Quantity Lubrication)理念是将精确控制的微量润滑油以液滴的形式输送到变形区,达到传统大量浇注的效果,可降低成本,减少环境污染。MQL的概念首先由美国密歇根技术大学的W.D. Hewson和G.K. Gerow两位学者于1996年提出,随后受到广大学者和业界的重视,并展开了系列研究和应用。
实现MQL加工需使用可降解润滑油,植物油由于其优良的生物可降解性、无毒性、价格低廉、来源广泛等特点是最受关注的基础油之一。我国是蓖麻及玉米生产世界第二大国,发展蓖麻油基和玉米油基切削液具有很大的优势,而关于蓖麻油基和玉米油应用于7075铝合金MQL加工的研究甚少,因此,本文开展了蓖麻油和玉米油高速车削7075铝合金的试验研究。
1 试验条件及方案
(1)润湿角试验
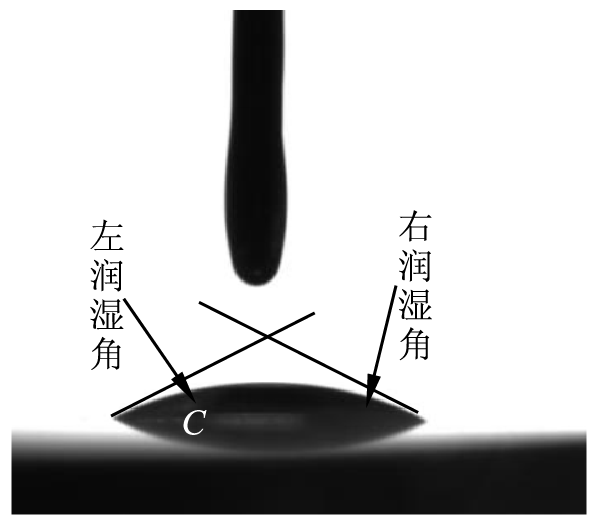
润湿角是指液体与固体接触时,在垂直于固体表面的平面内,液体表面在固、液两相交界处点的切线与处于液体内部的固体边界之间的夹角,可以用作评价油基切削液加工性能的一项指标。润湿角越小,液体在固体表面越容易扩散和吸附在固体表面。测量润湿角前需对工件表面进行处理,首先要对7075铝合金表面进行研磨和抛光,使用超声波清洗工件表面,烘干后再测量工件表面粗糙度,保证工件粗糙度达到规定标准。
试验采用躺滴法,使用JC2000D接触角测量仪在室温下进行润湿角测量。为了测得润湿平衡时间,采用连续采集模式进行动态测量,液滴大小为4μL,采样间隔5s,采样时间2min。
(2)车削试验
采用德国Spinner公司的SB-CNC超精密车削中心进行车削试验,工件材料为直径30mm的7075高强度铝合金棒料,MQL系统采用美国生产的Accu-Lube喷雾系统,刀片使用山特维克可乐满公司的CCGX09T308-ALH10型切削刀片,切削刃长度为9.6719mm,刀片厚度为3.96875mm,圆角半径0.8mm,内切圆半径9.525mm,后角7°。使用株钻公司的SCLCR1212F09型外圆车削刀杆,采用螺钉压紧式,连接尺寸12mm×12mm,刀杆长度80mm,主偏角95°,副偏角5°。
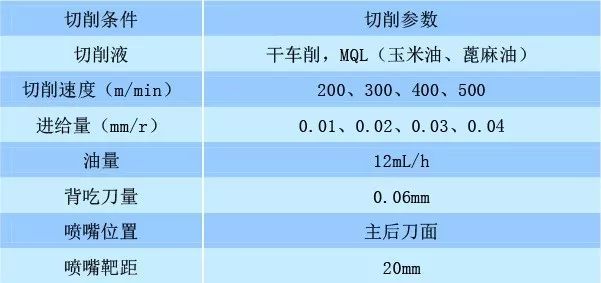
切削力测量系统为瑞士Kistler9293A三向动态压电式测力仪和Dewe6.3数据采集与处理系统,采用Optris PI在线红外热像仪测量切削温度,表面粗糙度测量仪器为日本奥林巴斯公司的DSX500光学数码显微镜。采用单因素方法进行试验研究,相关参数见表1。
表1 切削试验参数
2 试验结果与分析
(1)对润湿的影响
图1为两种植物油平衡时刻的润湿角图像,图2为润湿角的平衡时间曲线图。
测量液滴的左润湿角和右润湿角,通过求平均值得到润湿角(见图1a)。
由图可见,植物油与工件表面刚接触的开始阶段,润湿角急剧下降。当润湿时间接近20s时,变化趋势开始变得平稳,接触角缓慢下降;当达到55s时,基本达到平衡。此时,蓖麻油的平衡润湿角为25°,玉米油的平衡润湿角为23°。玉米油和蓖麻油对7075铝合金的润湿平衡时间基本一致,玉米油的粘度低于蓖麻油,润湿角较小,更易润湿。
(2)对主切削力的影响
图3为两种植物油润滑条件下、主切削力随切削速度和进给量的变化曲线。随着切削速度的增加,主切削力逐渐减小,工件变形减小,同时由于切削热的增加,工件材料的流动特性发生变化,导致切削力下降(见图3a)。随着进给量的增加,切削厚度增大,工件变形抗力增大,使得主切削力增加(见图3b)。相对于玉米油,蓖麻油的润滑效果更好,虽然润湿性不及玉米油,但其主要成分为蓖麻酸,蓖麻酸中的羟基能够起到增强内聚力的作用,使得蓖麻酸生成的吸附膜强度高于主要成分为油酸的玉米油。
(a)玉米油

(b)蓖麻油
图1 两种植物油与7075铝合金的润湿角

图2 润湿角平衡时间曲线

(a)切削速度的影响(f=0.03mm/r,ap=0.06mm)

(b)进给量的影响(v=400m/min,ap=0.06mm)
图3 切削速度和进给量对主切削力Fz的影响
(3)对切削温度的影响
图4a和图4b分别为两种植物油润滑条件下、切削区域内最高温度随切削速度和进给量的变化情况。随着切削速度的增加,切削温度上升。随着切削速度和进给量的增加,单位时间去除的材料增加,消耗的功增多,产生的热量增加;切削速度的增加导致热量来不及向外部传递,最终导致切削温度的上升。蓖麻油润滑下的切削温度低于玉米油,但差距不大。
(4)对表面粗糙度的影响
相对于二维轮廓,三维轮廓对表面纹理特性表述得更加全面。根据ISO25178-2标准,选取三维轮廓表面的幅度参数——表面均方根偏差Sq作为加工表面粗糙度的评价指标,Sq随切削速度和进给量的变化分别见图5a和图5b。

(a)切削速度的影响(f=0.03mm/r,ap=0.06mm)

(b)进给量的影响(v=400m/min,ap=0.06mm)
图 4切削速度和进给量对切削温度θ的影响

(a)切削速度的影响(f=0.03mm/r,ap=0.06mm)

(b)进给量的影响(v=400m/min,ap=0.06mm)
图5 切削速度和进给量对均方根高度Sq的影响
随着切削速度的增大,工件材料变形减小;随着温度的提高,材料的流动特性发生变化,加工表面粗糙度减小;随着进给量的增加,加工表面残留高度增加,粗糙度增大。蓖麻油条件下的粗糙度小于玉米油,在中速范围内,蓖麻油的润滑效果更好;在低速和高速切削时,两者润滑效果差距缩小。对于进给量也具有相似的效果,大进给量和小进给量的粗糙度差距缩小,在中等进给量时,玉米油润滑效果较差。
小结
(1)玉米油和蓖麻油平衡时刻的润湿角分别为23°和25°,平衡时间均为55s;
(2)应用蓖麻油MQL加工7075铝合金时,切削力、切削温度和表面粗糙度均低于玉米油;
(3)蓖麻油和玉米油MQL加工时,切削温度非常接近;
(4)在较低、较高切削速度和进给量时,采用蓖麻油和玉米油切削的表面粗糙度接近;在中等切削速度和进给量时,两者粗糙度差距较大。
原载《工具技术》 作者:裴宏杰




