
提示:
全桥硬开关逆变焊机分析
前言
全桥硬开关逆变焊机在当今焊接领域占有很重要的地位,本文以全桥硬开关方案为基础,把理想和实测波形进行比较分析,进一步展示IGBT 全桥硬开关逆变焊机的时序变化过程,让初学者可以快速掌握其全桥逆变焊机的基本原理及IGBT的应用特点。
焊机简介:
焊接电源的发展主要经历了从以工频变压器做为转换电力的传统焊机到逆变焊机的过程。而在进入逆变焊机时代后,其发展主要经历了晶闸管逆变焊机、大功率晶体管逆变焊机、场效应晶体管逆变焊机(MOSFET)和绝缘栅双极型晶体管(IGBT)逆变焊机等。
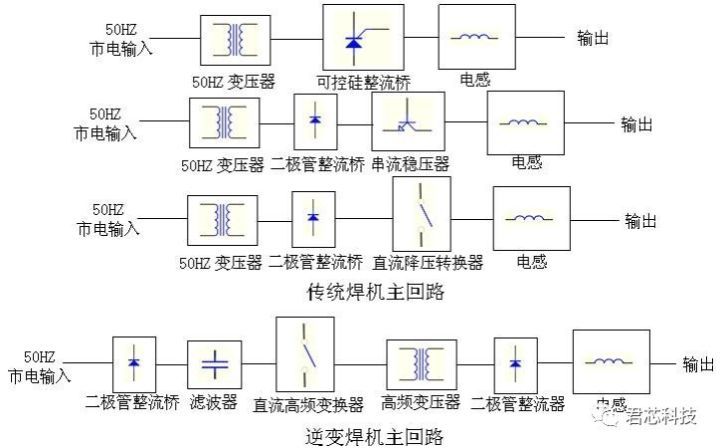
逆变焊机与传统焊机相比,它主要的优点有:
1.高效、节能。
2.体积小,重量轻。传统焊机中变压器重量占焊机重量的80%
以上,逆变焊机中变压器重量是焊机重量的1/5—1/10。逆变焊机重量是同等整流焊机的1/2—1/4。
3.焊接工艺性能优良。由于晶闸管一次开关需要50ms,而IGBT一次开关只需要50us,故对于电弧的控制更加到位,故焊机性能更加优异。
4.产品性价比高。
全桥硬开关介绍
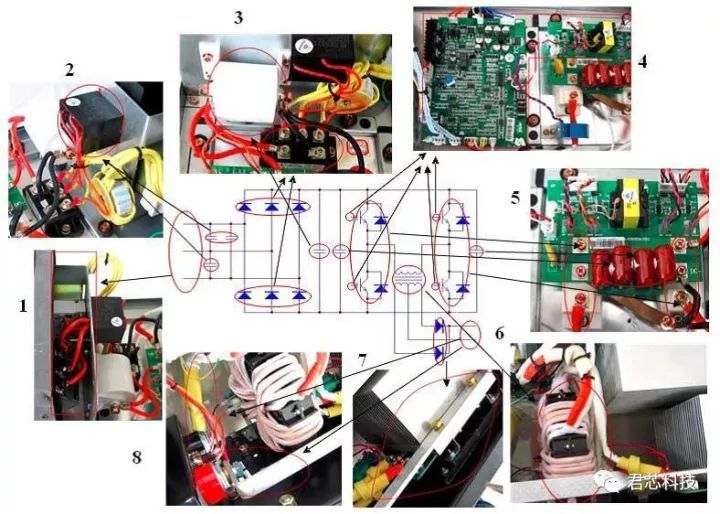
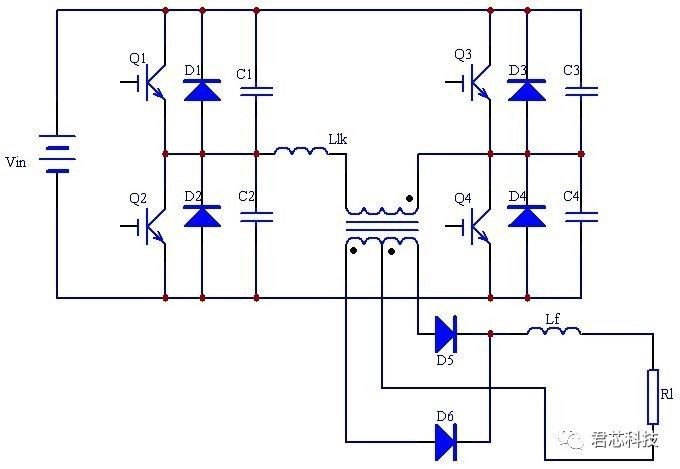
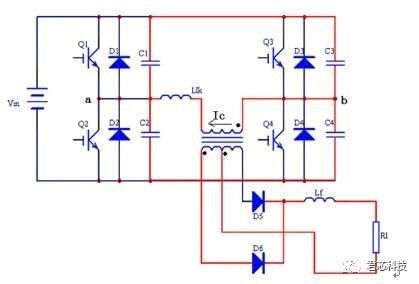
主逆变电路原理图如下图所示,Vin 一般为市电进过整流、滤波、稳压处理后的直流母线电压,Q1、Q2、Q3、Q4为功率开关管(IGBT),D1、D2、D3、D4为IGBT反并联续流二极管,C1、C2、C3、C4 为IGBT 内部自身电容,IGBT 和IGBT反并联续流二极管一般封在一个IGBT模块中,直流母线电压正极电压加在模块上管(Q1、Q3)的集电极,负极电压加在下管(Q2、Q4)的发射极。Llk 等效为变压器原边的漏电感。变压器二次侧通常都采用中间抽头的方法,有两组输出,D5、D6 为变压器二次侧部分的整流二极管,Lf 为变压器二次侧等效电感。R1 为变压器二次侧等效电阻,在实际操作中相当于焊机焊接端设备和焊料或焊条在焊接回路中所等效的电阻。主逆变电路基本工作原理为:每个桥臂上的上开关管Q1(Q3)和下开关管Q2(Q4)在一对相位互差180°的驱动波作用下,轮流导通和关断。Q1 和Q4 驱动波形同步,Q2 和Q3驱动波形同步。输出电压的改变主要是通过调节各个IGBT 开关管的占空比D 来实现,即控制Q1Q4 和Q2Q3 在一个周期中的有效开通时间。在模块上下管开通过程中,一般必须保证足够的死区时间以避免直通。
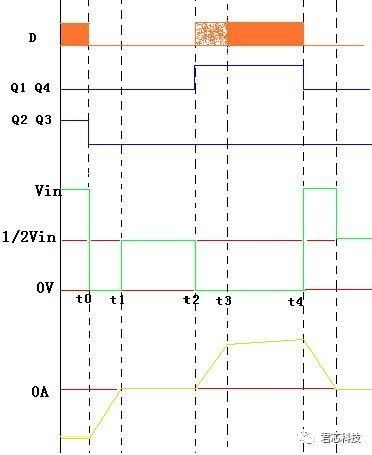
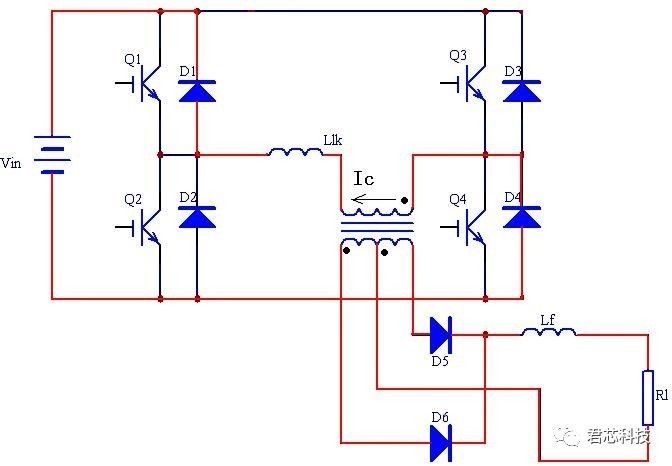
t0—t1 阶段:
在 t0 之前,Q2 和Q3 开启,等效电路图如图四。在t0—t1 阶段,Q2 和Q3关断,由于变压器漏电感Llk 的作用,使变压器一次侧电流Ic 不能突变,为了保障电流Ic 的路径,D1 和D4 就顺偏导通进入续流阶段。由于在变压器一次侧的电压极性反转,故二次侧电压也发生反转,变压器二次侧D6 上的电流开始减小,当电流小于二次侧电感电流If 时,一部分电流将通过二极管D5 导通,开始输出电流从D6 向D5 的换流过程,此时变压器二次侧电压为零,无需考虑二次侧的影响,一次侧电流完全加在漏感Llk 上。此过程中D1 处于开启状态,Q1 两端电压为零,变压器一次侧电流Ic 的变化率为dt/di =Vin/Llk,电流正向抬升,等效电路图如下图所示。
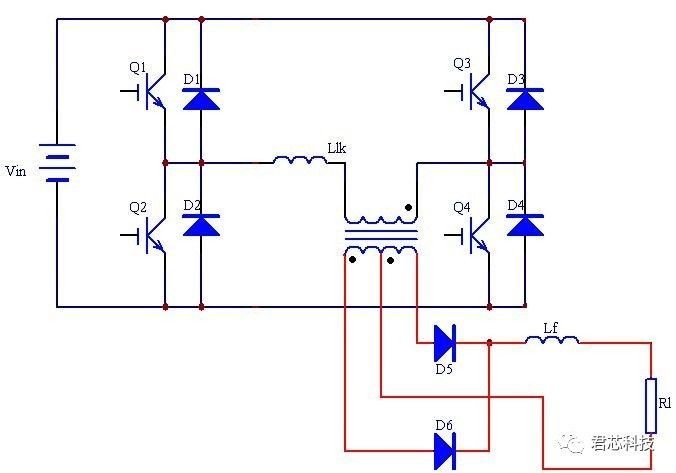
t1—t2 阶段:
t1 时刻,D1 和D4 续流结束,在此阶段,原边电感Llk 上的电量已完全损耗,Q1、Q2、Q3、Q4、D1、D2、D3和D4都属于关断状态,由于Q1 和Q2 在此状态下的等效电阻相同,故Q1 两端的电压为1/2Vin,变压器一次侧电流Ic 为零。等效电路图如下图所示。
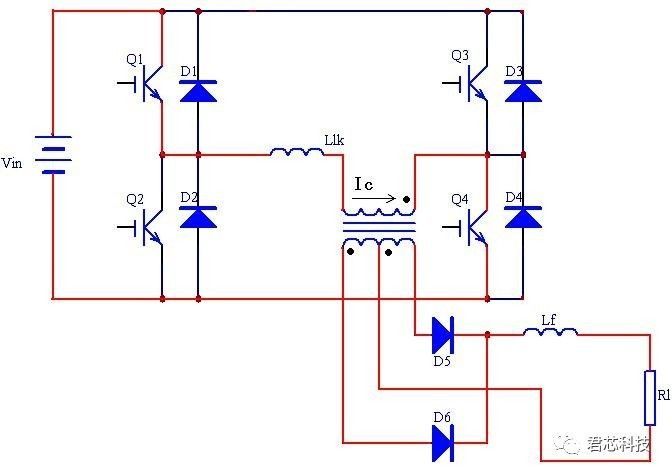
t2—t3 阶段:
t2 时刻,Q1 和Q4 开启。在t2—t3 阶段,变压器一次侧电流Ic 尚未达到可以提供二次侧电流的条件,故变压器二次侧D5、D6 的电流仍处于换向过程,输出电压为零,无需考虑二次侧的影响,一次侧电流完全加在漏感Llk 上。此阶段中Q1、Q4、D5、D6开启,Q1 两端的电压为零,电流Ic 的变化为dt/di =Vin/Llk,电流正向抬升,等效电路图如下图所示。
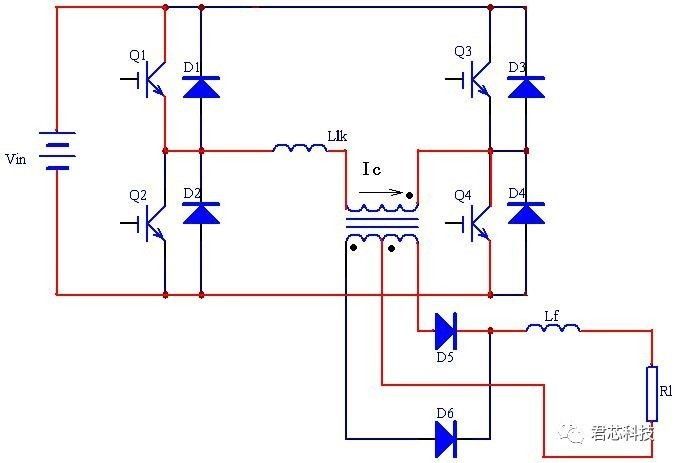
t3—t4 阶段:
此阶段一次侧电流 Ic 值上升到可以提供二次侧电流的条件,故此时D5、D6 换流结束,D6 关闭,D5 导通。此阶段Q1、Q4 开启,故Q1 两端的电压为零,变压器一次侧电流Ic 的变化为dt/di =(Vin-nVo)/(Llk+n*nLf)
等效电路图如下图所示。
实测波形与拓扑电路分析
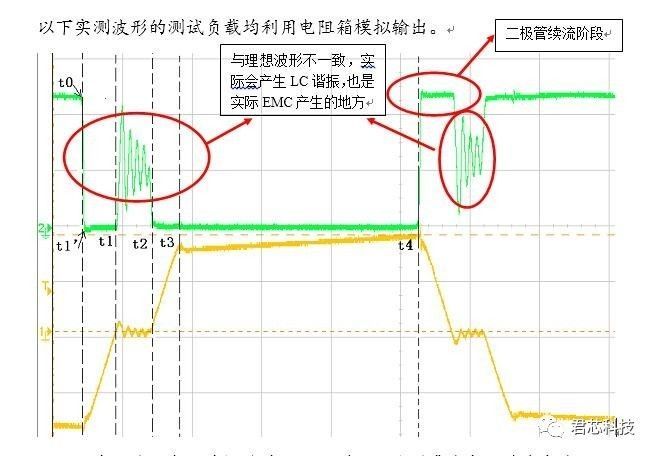
t0—t1’阶段是一个及其短的过程,t0 为Q1 上的集电极—发射极电压开始下降的时刻,t1’为电压下降到零的时刻。在t0 之前,Q2 和Q3 开启,等效电路图如下图。
t0—t1’阶段,Q2 和Q3 关断,于是电路中电感总和L(由于变压器一次侧等效漏感Llk 远大于其他电感,故L=Llk)与IGBT 内部电容C1、C2、C3 及C4 形成LC 谐振电路。理想LC 谐振,在一个闭合回路中存在电感L 和电容C,电容C 放电,电感L 开始有一个逆向的反冲电流,电感L 充电;当电感L 的电压达到最大时,电容C 放电完毕,之后电感L 开始放电,电容C 开始充电,这样的往复运作,即为LC 谐振。理想谐振波形(无能量损失)谐振周期为T = 2π(LC)½ 。假设 IGBT 内部电容C1、C2、C3及 C4 都为恒值,故 C 为恒值,T = 2π (Llk *C) ½。根据电路原理,要形成LC 共振,那么V ≤Vin,根据公式It = CV = Q,故I ≤ CVin/ T/4,所以当Ic ≥ CVin/T/4时,也就是V ≥Vin,此时二极管 D1,D4 顺偏导通。所以可知t0—t1’阶段的谐振过程中,a 的电压被抬升,b 点的电压被拉低,于是到达t1’时刻,D1 和D4 顺偏导通。
二极管续流阶段是电流从负载时的最大电流值减小到电路中 LC 谐振电压小于Vin 时的电流值(此电流值相对负载电流值甚小,可近似的看做零电流),此过程中二次侧处于换向过程,无需考虑。此时一次侧的电流变化率为dt/di =Vin/Llk,电流变化范围为从负载电流到零,所以此二极管续流过程的时间远小于IGBT 开通时间,故在模块应用于全桥硬开关逆变焊机时,模块IGBT反并联二极管的选用值可以小于IGBT 的额定值。
通过上面的分析,我们可以得出下面的结论:
1.IGBT 全桥硬开关逆变焊机在关断过程中,伴随着谐振的存在,因为谐振频率较高,成为除了开关瞬间以外,另一个产生EMI 的来源。选择输出电容较大的模块虽然会伴随较高的损耗,但却有助于谐振频率的降低,是设计工程师在应对EMI 时必须关注的地方。
2. IGBT 反并联续流二极管的续流时间取决于负载电流、漏感、直流母线电压和IGBT 内部电容的大小,但是对于同一焊机,续流时间最主要的影响是负载电流的大小,因续流的能量最终会消耗在一次侧,造成效率的下降,所以反并联续流二极管续流的时间长短,也是一个观察IGBT 全桥硬开关逆变焊机满载效率的指标之一。
3.应用于IGBT 全桥硬开关逆变焊机的模块,因IGBT 反并联续流二极管的续流时间远低于IGBT,所以反并联续流二极管的额定值可适当小于IGBT 的额定值;和IGBT 软开关逆变焊机相比,反并联续流二极管的额定值可以更低。
4. 模块只承受电流应力的阶段为模块开启状态阶段和模块内反并联续流二极管续流状态阶段,只承受电压应力的阶段为模块关断状态阶段和焊机上电后未输出PWM 阶段。模块关断状态下一般人认为模块相对安全,但因为IGBT和反并联续流二极管的漏电流会随着温度升高而变大,在IGBT 关断时必须特别注意模块的温升,避免进入正反馈状态,进而烧毁模块。
5.模块同时承受电压和电流应力的阶段为开启和关断阶段,但关断瞬间的电流达到最大。关断的电压过冲也很容易超过直流母线电压,从模块安全操作区(SOA)的角度而言,是最可能发生模块破坏的操作点。
6.一般人认为空载操作不容易发生模块损坏也是一个误区,事实上空载输出时因所需输出电压最高,所以PWM 周期的脉宽也是最大。如果上下管设计不对称,或初始设计时变压器磁芯和圈数选择不恰当,则很容易在这个工况下发生磁偏,进而产生很大的电磁电流烧毁模块。
总结:
本文通过理想波形与实际波形的对比,阐述了实际全桥硬开关焊机在工作过程中的细节,及需要注意的点,更加只管的展示了全桥硬开关焊机的工作过程及工作特点,帮助初学者较快速的掌握全桥硬开关的工作特征及应用需求。




