
陶瓷常用的成型方法有干压、流延以及注射,其中干压成型是应用最广泛的一种成型工艺,也是手机陶瓷背板主流的成型工艺之一,小米MIX系列的陶瓷后盖都是干压成型的。今天,我们就来详细了解一下陶瓷干压成型工艺。
一、干压成型
干压成型又称模压成型,是最常用的成型方法之一。干压成型是将经过造粒后流动性好,颗粒级配合适的粉料,装入金属模腔内,通过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,形成具有一定强度和形状的陶瓷素坯。
二、干压成型的工艺原理和影响因素
1. 工艺原理
干压成型的实质是在外力作用下,颗粒在模具内相互靠近,并借助内摩擦力牢固地把各颗粒联系起来,保持一定形状。这种内摩擦力作用在相互靠近的颗粒外围结合剂薄层上。
随着压力增大,坯料将改变外形,相互滑动,间隙减少,逐步加大接触,相互贴紧。由于颗粒进一步靠近,使胶体分子与颗粒间的作用力加强因而坯体具有一定的机械强度。
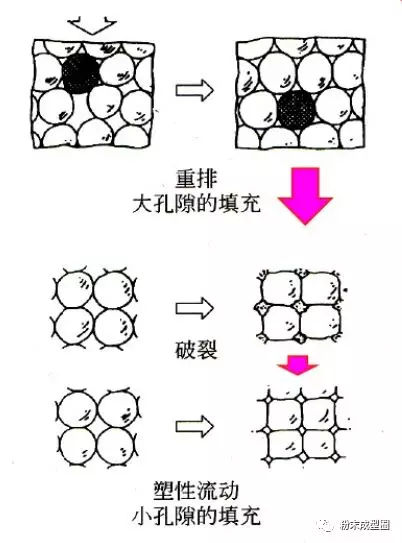
图 粉体颗粒在加压过程中的变化
2. 影响因素
影响干压成型的主要因素有:
粉体性质:粒度、粒度分布、流动性、含水率等;
粘结剂和润滑剂的选择;
模具设计;
压制过程中压制力、加压方式、加压速度与保压时间。
综上,如果坯料颗粒级配合适,结合剂使用正确,加压方式合理,干压法也可以得到比较理想的坯体密度。
三、干压成型的分类
根据压头和模腔运动方式的不同,干压成型可以为以下几种:
单向加压,即模腔和下压头固定,上压头移动;
双向加压,即模腔固定,上压头和下压头移动;
可动压模,下压头固定,模腔和上压头移动,即压头和模腔的运动是同步的,使用液压控制时,在某一设定压力下压头停止移动。
而双面加压又分为双面同时加压和双面先后加压,其中双面先后加压是指两面的压力先后加上,由于先后分别加压,压力传递比较彻底,有利于气体排出,作用时间较长,故其坯体密度比前面两种均匀。
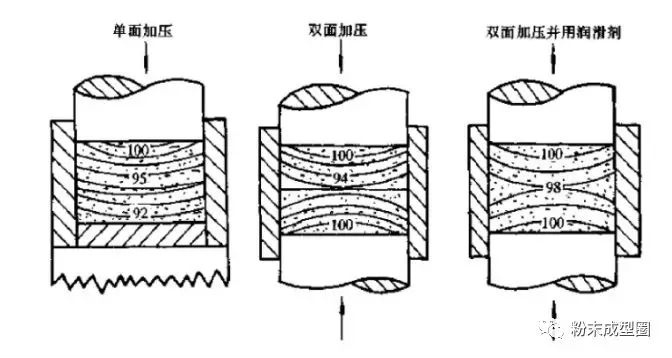
图 干压成型示意图及坯体中密度分布,图片来自百度文库,上传者iacinom
四、干压成型的特点
1. 干压成型的优点:
工艺简单,操作方便,周期短,效率高,便于实行自动化生产。
坯体密度大,尺寸精确,收缩小,机械强度高,电性能好。
2. 干压成型的缺点:
对大型坯体生产有困难,模具磨损大、加工复杂、成本高。(陶瓷CNC雕铣机厂家:鑫腾辉数控专业生产各类CNC数控机床,服务热线:15012558160)
加压只能上下加压,压力分布不均匀,致密度不均匀,收缩不均匀,会产生开裂、分层等现象。但随着现代化成型方法的发展,达一缺点逐渐为等静压成型所克服。
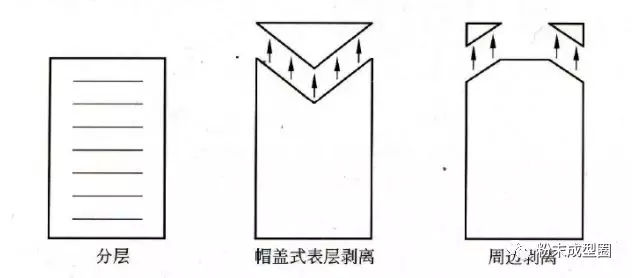
图 干压成型坯体中常见的缺陷
五、干压成型的应用
干压成型工艺成型效率高,成型制品尺寸偏差小,特别适宜于各种截面厚度较小的陶瓷制品制备,如陶瓷密封环、阀门用陶瓷阀芯、陶瓷衬板、陶瓷内衬等。

图 小米MIX2全陶瓷尊享版,图片来自官网

图 干压成型的陶瓷承轴




