
一、铝合金铸件信息:
产品名称
汽车减振部件
产品要求
有内部要求
产品工艺
压铸机吨位
280T
冲头直径
70mm
合金材料
ADC12
二、产品问题
拐角处有孔缺陷(位置见缺陷图)
三、产品图片

图1正面俯视图

图2 反面俯视图


图3 侧视图
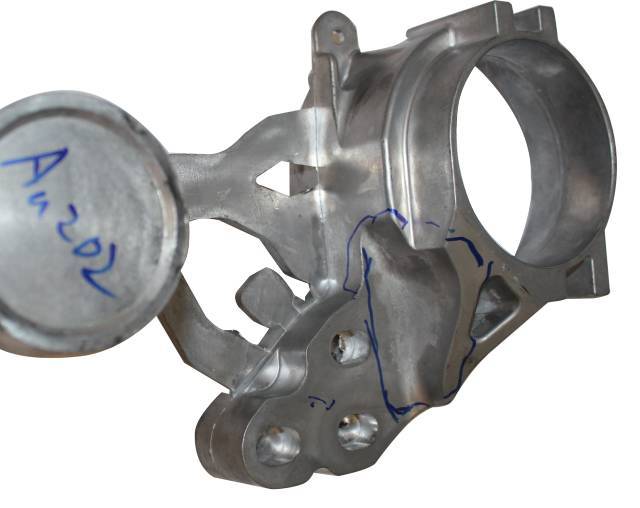
图4 主要缺陷位置
四、产品分析
缺陷位置是热节位置,可以从产品结构设计、浇道设计、温度控制等考虑
五、改进措施
以下几点供参考:
1、产品设计上,缺陷位置可以考虑设计变更为筋条形式,可以减少大量肉厚,便于生产制造同时节约成本(实际上同类产品是有筋条形式的设计的)。
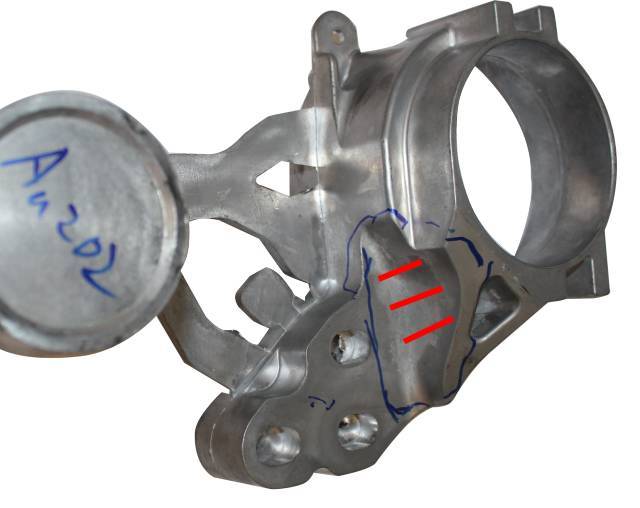
图5 筋条设计示意
2、从产品的填充重量粗略来看,浇道的分布是不合理的,需要填充量大的较大和另外一边并没有多大差别。建议重新根据填充区域的填充量分配浇口面积。
3、缺陷部位可以考虑增加点冷
六、小贴士
关于多浇口:
多浇口:
形状复杂或较大的压铸件,常用多浇口。多浇口设计原则是:
把复杂压铸件分割成几个相对较简单的“压铸件”(化复杂为简单);把大型压铸件分割成几个相对较小的“压铸件”(化大为小)。每个分割后的“压铸件”各设一个或多个浇口。
减小金属液在型腔内的流动长度到允许范围内。推荐允许流动长度(壁厚/长度):1/50、2/200、3/450、4/800。
每个浇口充填各自预定的充填区域,原则上每个浇口的浇口面积与预定充填区域的重量成比例。
每个浇口金属液进入型腔后的流动方向要一致,或基本一致,避免金属流互相干涉。
注:以上摘自刘广富《压铸模浇道系统设计实践》
广东鸿图、鸿特、鸿泰、文灿、富士康、爱柯迪、皮尔博格、宜安、乔治费 歇尔、奈那卡斯、雄邦、渝江、美利信、渝美、晋拓、亚德林、金澄、春兴、嘉瑞、中信戴卡、华朔、旭升、财鑫工贸、辉旺、勋辉等研发和技术人员都在中铸科技压铸技术交流群,加入我们一起学习和提升压铸技术吧!




