
提示:
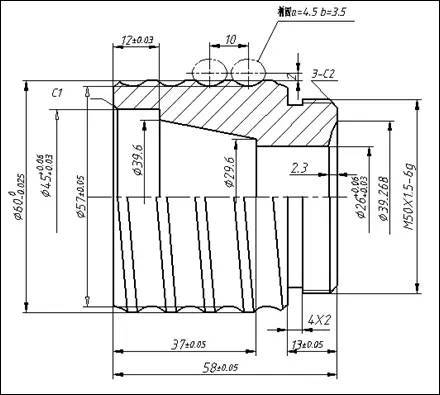
一、零件如图
二、编程思路
螺纹类型常见有60°三角螺纹,30°梯形螺纹,40°蜗杆等,数控车床加工以上螺纹也是用成型刀,对于异型螺纹,牙型为特殊形状时,除采用成型刀加工外,还可以用尖刀,运用宏程序来完成。
数控机床一般只提供平面直线和圆弧插补功能,对于异型螺纹的两个面,根据牙型角和螺距,得出方程X=f(Z)。将平面轮廓分割成若干小段,编程时,通过建立加工轮廓的基点和节点的数学模型,利用CNC强大的数据计算和处理功能,即时计算出加工节点的坐标数据,进行控制加工。
三、零件形状分析
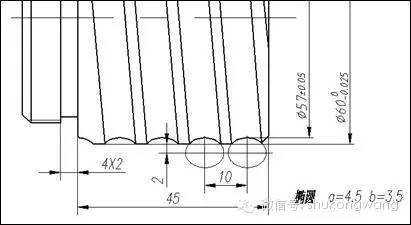
由于螺纹加工需要有一定距离的升速段,所以,将起刀点向工件原点外进行偏移。
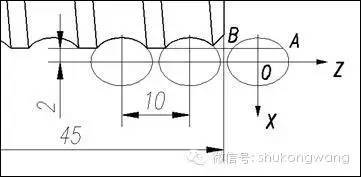
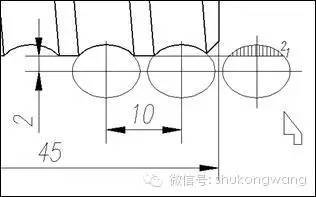
将零件图牙型部分局部放大,根据椭圆方程:,建立椭圆坐标系。由A到原心O点的X距离为-2,可以得到椭圆O的相关参数为,起点=3.693终点=-3.693,椭圆原点相对工件原点坐标为(64,5)
四、编程与加工(法拉克)
1、编程示意图
(2)、刀具选择与加工步骤
由于该零件异型螺纹部分加工螺距为10mm,切削时,刀具所受阻力较大,因此对机床和刀具要求较高,很容易在低速切削过程中,造成“闷车”或“扎刀”现象。在加工过程中,外圆X向余量通过磨耗的调整,分三次加工(总加工余量为3mm,第一次加工1.6mm,第二次加工1mm,第三次加工0.4mm),第三次考虑进刀加工,调小步距,减小表面粗糙度。
刀具选用刀尖角为35°外圆刀或刀尖角为55°外圆刀都可以加工。
(3)、参考程序
序号 |
程序内容 |
程序说明 |
N10 |
G40G97G99M03S300 |
车螺纹时的主轴转速计算公式为: n螺≤n/L(r/min) n—编码器允许的最高工作转速(r/min);(FANUC系统通过参数1422进行查询。) L—工件螺纹的螺距(或导程,mm)。 |
N20 |
T0101 |
|
N30 |
G00X100.0Z100.0 |
|
N40 |
X62.0Z15.0 |
从1.5倍螺距处设起刀点 |
N50 |
#1=3.693 |
起点 |
N60 |
#2=-3.5/4.5*SQRT[4.5*4.5-#1*#1] |
关系式,牙型角变化可加工不同形状的异型螺纹。 |
N70 |
Z[#1+5] |
Z坐标起点 |
N80 |
X[2*#2+64.0] |
X坐标起点 |
N90 |
G32X[2*#2+64.0]Z-47.0F10 |
螺纹加工指令 |
N100 |
G00X62.0 |
退刀 |
N110 |
#1=#1-0.06 |
步距(切削用量的选择可根据机床功率与刀具的性能进行调整) |
N120 |
IF#1GE[-3.693]GOTO60 |
判断式,确定循环终点 |
N130 |
G00X150.0 |
|
N140 |
Z100.0 |
|
N150 |
M30
*文章为作者独立观点,不代表造价通立场,除来源是“造价通”外。
关注微信公众号造价通(zjtcn_Largedata),获取建设行业第一手资讯

热门推荐相关阅读 |



