
在隧道施工中我们往往要加入工字钢冷弯机,有的也叫弯曲机,工字钢弯曲机,弯拱机等,在这过程需要采购轴承,圆钢,汽车半轴,无缝钢管,电机,减速机,钢板,工字钢,高强度螺杆,油封,螺杆千斤顶等。
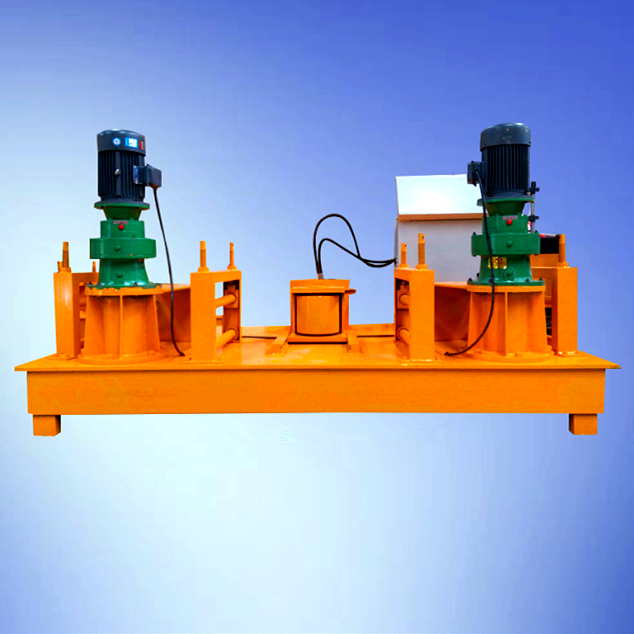
首先确定要设计的冷弯机的弯曲能力,一般情况下,厂家卖的冷弯机能弯曲20工字钢,稍大的,半径较小就比较困难,特别冬天零度以下。我们自己加工最好做一个适应范围广一点的,如能弯曲20H型钢的,25工字钢,半径3.5m及以上的,且对冷弯后容易引起的变形能方便调整的就比较好了,待到以后换工地遇到大件也能用得上。

广东工字钢冷弯机技术参数:
产品型号 WGJ-250
总功率 12Kw
电压 380V
液压系统压力 20Mpa
油缸推进速度 1-13mm/s
主驱动轮转速 7r/min
最小弯曲直径 2M
重量 2000kg
外型尺寸(长×宽×高) 2.5m×1.5m×1.2m

为保证工作顺利,在开始工作前一定要把机器调试好。
1.检查电源是否正常。
2.检查电机油泵组是否正转。
3.将压力表开关打开,溢流阀调压手轮松开。
4.点动电机,检查旋转方向是否正确。
5.检查电液阀和点动开关是否正常。
6.一切准备工作无误后,启动电机,将油压调至10Mpa,试运行三分钟左右,如果运转正常,准备正式工作。
从设备到位一直到安装、调试结束,卖方在安装现场对有关运行维护人员进行有关的操作,排除一般故障技能的训练,使买方有关人员掌握使用的必备的基础技能,同时提供有关产品及系统所配置的重要元器件的操作手册。

自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
工字钢冷弯机流水线设置有上压模和下压模内稆设置有独立的冷却水路,该冷却水路的出口和入口分别位于上压模或者下压模上。冷弯机流水线中间辊之间的中心距增大,能够在快速淬火冷却的同时避免杂质对具或坯的侵蚀,从而保证具或坯的表面和硬度相结构的品质。在使用前最好仔细阅读使用说明及其相关的清洁保养流程,能更好的帮助到你对冷弯机的全安全操作。进而延长它的使用寿命,节约成本。做到安全高生产。
点击下方链接,了解更多!!!




