

高性能MIM真空烧结炉的主要特性和组件
Jerald Balinnang, Craig Moller, Geoffrey Somary
易普森美国
一.介绍
在过去的二三十年,(MIM)技术生产的零件日趋复杂,其应用领域已覆盖到种类繁多的不同行业。
随着市场对几何变形小、材料性能强的高品质零件需求的不断增长,MIM工艺已经扩 散融合进各行各业的生产线,比如汽车、医疗器械和手机制造。高功率密度的领域(比 如现代汽车引擎、动力总成和机械制造)要求结构小型紧凑的机械系统,因为它能够提供更大的创新潜能和更高的生产效率,此外,复杂的MIM零件还发挥出了诸多优势, 比如它还能有效降低笔记本电脑和手机等量产产品的组装时间。
为满足行业对技术要求和相关规范不断发展的需要,我们必须探索MIM工艺设备在精 确度及效率上的成长空间。当前的限制如零件的机械和化学性能以及光学外观的限制主要由以下几个方面造成:
1)不均匀收缩(几何变形)
粉末和原料混合不均匀;
注射和/或第一脱脂阶段引起的密度波动;
中温度不均匀。
2)化学分解和变色
不精确的工艺气体管理;
粘结剂在第二脱脂环节再次沉积;
残留的烧结炉污染物。
除了这些技术限制外,激烈竞争的市场环境将 成本压力转移给零件制造商。正因如此,为了推动 MIM行业向前迈步,收益更高、技术精良的生产设备和材料至为关键。
除了高昂的原材料采购成本(如:细粒度的金 属粉末,聚合物粘结剂和现成的注射原料),高温烧 结是MIM工艺中主要成本驱动因素之一。脱脂烧结炉的投资和运行成本是M瑚零件生产商竞争能 力的关键。另外,根据具体的生产状况来选择最合 适的炉型,是在MIM行业取得成功的前提。
二.不同炉型的适用性
不考虑量身定做、高度专业化的系统,市场上大 部分的烧结炉可以分为周期式真空炉和连续式气氛 炉。注射成形和催化/脱脂后的褐色零件包含有残余的聚合物,这两种炉型都提供了热法去除聚合物的方案。
一方面,如果是量产完全一致或者形状相似的 相对大型的零件,充分利用连续式气氛炉比较合适。在这种情况下,周期短、烧结产能高,可以得到有利的成本收益率。然而在中小规模的生产线上,这种最低年产量150—200t、投入成本高、体积大的连续式气氛炉并不经济。而且,连续式气氛炉在维护上需要更长的停机时间,降低了生产灵活性。
另一方面,周期式真空烧结炉具备突出的脱脂烧结工艺控制技术。之前提及的限制,包括MIM零件成品的几何变形和化学分解都可以被有效解决。一种解决方式是通过精密的气体控制系统,层流的工艺气体将挥发的粘结材料冲走。另外,通过缩小热区容量,真空炉的温度均匀性非常好,可达lK。 总体而言,真空炉很好的气氛清洁性、工艺参数可调节性以及较小的零件震荡,使它成为生产高质量零件(如:医疗器械)的技术选择。许多公司面临波动的订单状况,需要生产不同形状和材料的零件,真空 烧结炉的低投入和高周期灵活性将为他们创造有利 条件。运行一组真空炉不仅能提供富余的生产线,而且可以同时运行不同工艺程序。
然而,一些专业的具备上述技术优势的真空烧结炉受限于小的可用容量。它们在投入产出比上的 劣势以及较低的能源利用率,使零件的烧结成本可能抵消了在其它MIM工艺步骤中节省的成本。
三.MIM行业对真空炉要求
真空烧结炉具有成本效益运行能力的一个重要因素就是经济的工艺气体和电力消耗。根据不同的 气体类型,烧结过程的这两大成本元素可以占到总成本的50%。为了节省气体消耗,必须实施可调节的气流分压模式,同时保证脱脂和烧结过程免受污染。为了减少电力消耗,用优化的加热元件制造热区来降低热损失。为了实现这些设计要点并将研发 成本控制在合理范围,一台现代的资源节约型的真 空烧结炉会运用流体动力学计算工具以找到最优化 的气流和热流模式。
根据烧结零件重量和残留聚合物含量的不同,粘结剂会不同程度地聚集在外围部件上(比如:排气管、泵和热区),这将导致长时间停机,以便于人工清洁和日常维护。若材料净重达400kg(炉量>1000L),粘结剂含量为3%一4%,那么高达15kg 的聚合物将在除气阶段被除去。即便如此,大部分 排出的气体(>95%)应该在特定的冷凝点收集起来(比如粘结剂收集器或蜡分离器)。由于去污和人工清洁工作,门对门周期时间将增加2个多小时。 这样,低效的、设计不周全的真空烧结炉将使操作性 能降低15%。MIM制造商会考虑更先进的带有自 动循环清洁系统的设备,以减少维护工作,使意外故障保持在很低的水平。
快速成长的MIM企业要有能力灵活规划他们的产能并且对不断变化的市场需求做出快速反应, 但生产设备的长交货期将会减慢该企业的发展速度。通常,设备制造商在接到订单后才开始生产,而不是将关键部件和重要原料预存在仓库中。当 MIM企业接到新增的紧急订单时,新设备9~12个 月的交货期会是MIM生产线的瓶颈。直到最近,领先的真空炉制造商引入了精益生产和标准化生产的概念。举个例子,易普森通过模块化和标准部件设计,把他们新引入的TITAN@DS真空烧结炉的交货 时间减少到3个月内。
四.真空烧结炉关键组件
大约60%的MIM生产材料是不锈钢,最常见的合金是17-4PH和奥氏体不锈钢304L以及316L。现成的注射原料的价格在30-50美元(约184-307元(人民币)/kg)。在成形和脱脂后,装载人炉的原始零件价值可以超过数千美元(约合数千或数万元人民币)。这样,真空烧结炉关键组件的可靠性就至关重要。
4.1热区设计和气体管理系统
如上文提及的,在升温和平均热处理温度达到600°C时,残余聚合物粘结剂的除气过程发生。为了有效输送气体物质到热区外,需要在箱体内各个点都有一股连续同质的净化气流。气密炉胆(或马 弗)的设计可以减小真空烧结炉的尺寸,实现外部 加热。这种设计的主要优势在于,炉子提供了高纯 气氛并确保热气流均匀地穿过零件。然而,在炉内安装一个冷却风扇并不是件容易的事情,这会导致较长的生产周期,炉胆也会产生更多的投资、维护和能源成本。
易普森的TITAN@DS实现了一个更低成本密集、控制一致化的概念。工作区容量为1 000L的单体,能实现100t的年产量。热区设计见图l。
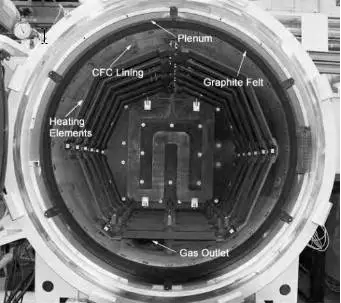
图1:TITAN@DS真空烧结炉热区设计
其基础架构是一个圆形的碳钢结构(分配器), 它为热区、加热元件和隔热层提供均匀的支撑。扁平条状的石墨加热元件完全包围了热区的圆柱形部分,并且均匀排列以便为工作区提供最佳能量传递。 附加在前后端部的加热元件进一步提升温度均匀性至±3°C。保温层内部是多层高性能石墨毡,表面是CFC材料。工艺气体的输入独立可调且流量可控, 这有助于在热区内部和分配器及炉壳的间隙中保持一个压差。均匀的工艺气体在热区内外循环,以确保粘结剂均匀蒸发,防止粘结剂再次沉积,也使热区免受污染。
4.2脱脂系统
在仔细去除热区的聚合物粘结剂残留后,为了避免粘结剂在管道、阀门或者泵上沉积,需要持续有效地处理和过滤载有粘结剂的工艺气体。

图2在真空泵内的粘结剂污染
如果要不间断生产、保持低维护成本,就必须考虑通过有效的粘结剂收集系统来保护关键结构部件。气流和粘结剂的分离可在图1所示的现代真空烧结炉中得以实现。一个强大的真空泵实现了高效的热区抽真空,它由一个机械泵支持的罗茨泵构成。高温和高速率的工艺气体携带着饱和蒸发的聚合物材料,经真空炉壳底部的排气管抽出。当气流受冷管壁影响而转向的时候,突然降速、冷却,导致部分气态粘结剂瞬间再次冷凝;这样,高达20%~25%的粘结剂材料已经在管道沉积,最终将导致管道堵塞。为了避免人工维护,通过电动挤压机(活塞)来实现 必要的清洁工序自动化,将沉积物挤压出管道(见图3和4)
图3 TITAN@DS真空烧结炉 带自动柱塞清洁系统的水冷/热收集管

图4 TITAN@DS收集管的高效脱脂
通过冷却和加热顺序的不同,粘结剂冷凝及随后的去除可以得到改善。双壁管道的水冷支持能提 高粘结剂材料的冷凝效果,但也会导致冷凝液更快地凝固。因此,管道上缠绕的加热线圈必须在电动挤压机运作前帮助粘结剂层再次软化。
通过水平的管道后,仍有约75%的粘结剂污染物包含在气流中。为了保护最重要和值钱的结构部件不被损坏,保证进一步的清洁程序顺利进行,上游连接有专门的过滤系统(在泵之前)。基于使用的粘结剂和个性化程序参数,区别于传统的过滤理念可能是最有效的。图5所示的是一个便于清洁的滤芯是过滤体系的工作原理,它能大大地缩短维护时间。它设有四个阶段的污物截留系统:第一阶段利用大的表面积捕获重颗粒、冷凝的挥发性固体和液体;第二和第三阶段通过在特定位置安装的金属线网筛,逐步过滤粘结剂;最后一个阶段用于捕获可能在之前几个阶段遗漏的气态微粒。模块化的系统带有加热功能,从而能溶解捕获的粘结剂,使之收集在一个能被轻易移除和清洁的桶中。

图5:带有加热元件和可快速更换收集桶的多功能粘结剂收集器
即使真空泵的污染风险现在已经降到了最低,长期的粘结剂沉积(如叶片或者壳体)仍会在7天24h不间断运行的情况下产生。为了保持最大的真空性能,以最小间隙安装的快速旋转部件需要保持清洁。最近,在一台新的易普森真空烧结炉上测试了一种创新理念,即基于软件控制的真空泵冲洗程序。在真空系统中注入液体溶剂,溶解已经硬化的聚合物粘结剂;叶片或螺旋桨的旋转速度可以通过变频驱动进行调整以控制液体流速,确保对沉积聚合物的有效冲刷。为了加强清洁流程的效率,溶剂需要加热到接近它的沸点温度。
五.结语
具有创新脱脂和工艺管理系统解决方案的现代真空炉将帮助MIM行业进一步提高竞争力。为了获得经济上的成功,这些专业真空烧结炉的投资和运营成本必须控制在一个合理的范围。本文作者提及的最新炉技术,将满足与其它零件生产方式直接竞争的MIM制造商在技术和商业上的需求。目前,在较大的真空烧结炉中生产的每个零件的生产成本已经显著降低,并且可以与连续式气氛炉相提并论。
李文瑶译
易普森工业炉(上海)有限公司北京 办事处
(粉末注射成型-CNPIM团队致力于为国内MIM技术交流和行业创业创新发展做贡献~MIM技术交流QQ群:,微信号:cnpim001,欢迎关注~)




