激光钎焊的介绍-缺陷篇
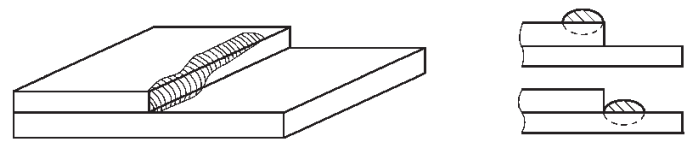
焊偏
焊缝偏移到某一母材上,这是由于焊接时的机器人行走轨迹于夹紧零件的待焊
位置不一致。
解决措施:可以通过调整机器人轨迹和复核零件装配状态来解决。
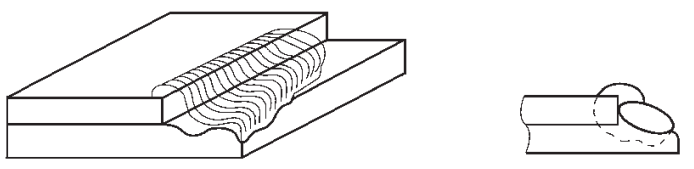
焊缝堆积
表现为焊缝的填充材料明显太多,其原因是焊接时送丝速度过快,熔化后的钎料来不及很好地自由扩散。
解决措施:提高焊接行走速度,或降低送丝速度以及减小焊接用光源功率。
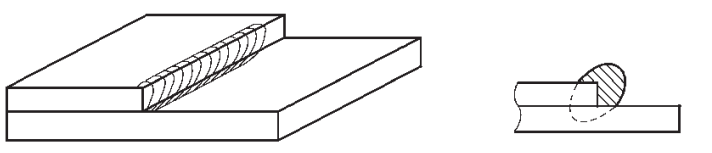
焊缝凹陷
这是由焊接光斑中心位置不良所致。由于光斑中心靠近下层板材且偏离焊缝中心位置,造成部分母材熔化,同时钎料也过多地向熔化钢板侧过渡。
解决措施:可以通过调整机器人轨迹和复核零件装配状态来解决。
缩孔或气孔
通常钢板表面有油污、镀锌层等,焊接时易形成锌蒸汽、燃烧气体,在焊缝中形成缩孔和表面气孔(正常情况下,锌蒸汽和少量的杂质一般都会溢出)。
解决措施:需清洁零件表面,从而获得良好的焊缝质量。

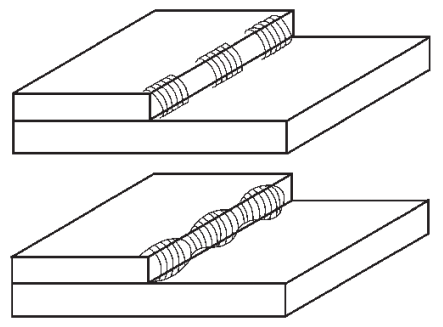
焊缝不均匀
正常的焊接规范出现紊乱,一般伴随有设备问题,如送丝不畅、光输出功率不稳定等。
解决措施:检查设备。