
水箱行业中产品之争历来已久,从玻璃钢水箱到不锈钢水箱再到塑料水箱,不同材质的储水箱,设计样式,加工过程都有一定的区别。武汉诺顺为大家介绍下常见的PE材质圆柱形水箱的生产加工方式。
10吨塑料水箱 10立方PE水箱 圆柱形水箱是怎么制造的
武汉诺顺PE塑料圆柱形水箱受压均匀,风荷载小,无死角,无沉淀,密封性好,彻底杜绝了空气飘尘中的有害物质及小动物入侵,确保水质不受二次污染,采用食品级LLDPE,耐腐蚀性高,水箱设计合理,是工矿企业的酸碱储备、各种类型的循环水、冷却水、生活用水、消防用水优选水箱。
10立方圆柱形水箱材质比较
1、武汉诺顺PE材质滚塑一次成型的10吨塑料水箱适应性强,重量轻,无锈蚀,不渗漏,形状美观,使用寿命长,安全可靠安装利便,清洗维修简单。
2、钢筋混凝土现场灌注的水箱,重量大,施工周期长,与配管边接处易漏水,清洗时表面材料易脱落。
3、不锈钢水箱,自来水水质容易受污染,焊点易锈蚀,拼装自由设计,安装利便迅速,不受土建进度的限制价格比较高。
4、碳素钢板焊接而成的钢板水箱,内表面需进行防腐处理, 防腐材料 有碍卫生要求。
5、滚塑PE水箱一次成型强度高,食品级LLDPE材质,不污染水质,耐侵蚀、防腐蚀,清洗利便,重量轻,不滋生藻类,施工利便。
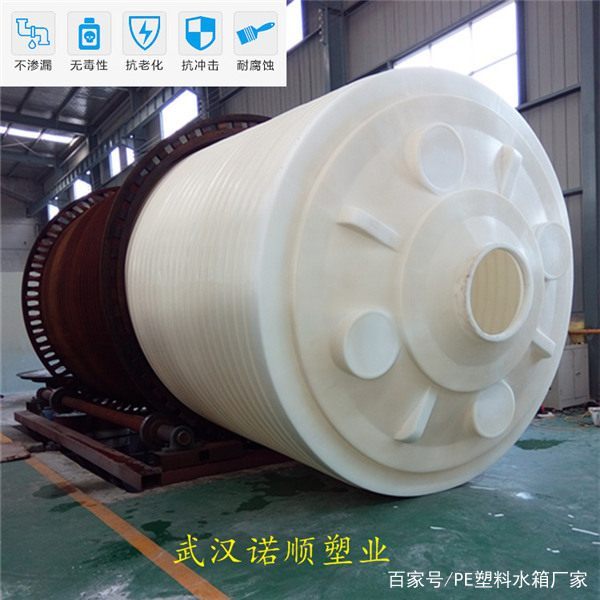
圆柱形水箱 滚塑水箱
滚塑水箱生产流程
滚塑又称滚塑成型、旋转成型、回转成型等,是一种热塑性塑料中空成型方法。该方法是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。由于滚塑工艺的特性,生产的产品壁厚相对来说较厚,更加耐用
滚塑加工原理

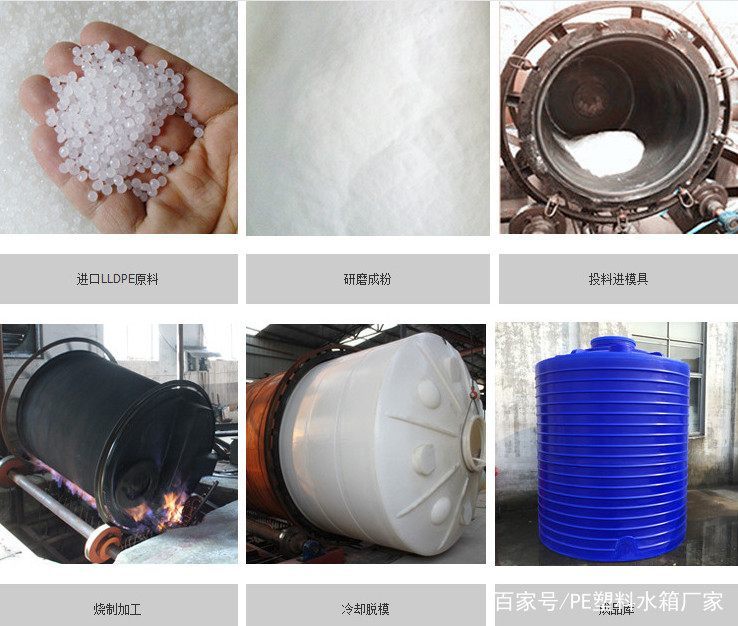
滚塑工艺流程
10吨塑料水箱 10立方PE水箱 圆柱形水箱生产加工过程
【工艺描述】
1.加料工序 清洁模具内壁,按要求计量加人物料,然后闭合模具,准备后续滚塑操作。
2.成型工序 模具和旋转系统进入指定热成型工位,并开启垂直旋转使模具做三维旋转滚动,由模具外部对其进行加热 (可采用热风循环,电热辐射,或明火炙烤等方式)直至工艺设定温度(260~320℃),保持该温度一定时间,确保熔体在模具腔壁黏附完全,厚度均匀,且排尽气泡。
3.冷却工序 保持模具的三维旋转滚动状态,转人冷却工位,采用冷风。喷雾/喷淋等方式对模具和制品进行冷却,使制品完全固结定型。
4.脱模工序 停止模具旋转,转入上/下料工位,开启模具,取出制品。 清洁模具内壁,准备下一循环制作




