
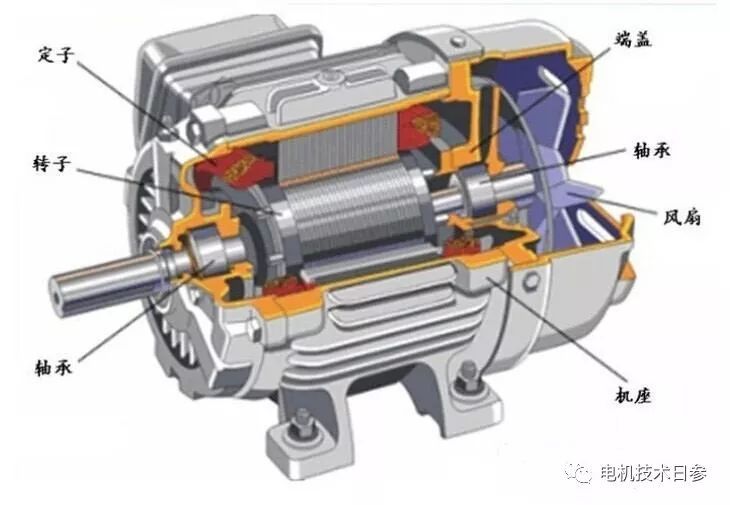
机座作为电机的关键零部件,其结构的合理性及加工的工艺性对电机的性能影响较大;电机的扫膛、低频电磁声、振动等不适宜性大多与机座的加工有关。因而,应结合电机的性能要求合理选择机座结构并按照技术要求加工,以减少和消除因机座加工导致的不符合因素。Ms.参今天对电机机座类型及一些最基本技术要求进行整理并与大家分享。

电机机座基本类型
●按照机座是否导磁,可分为导磁与非导磁机座。导磁机座用于直流电机和转枢式同步电机。非导磁机座用于异步电机、转极式同步电机和其它具有叠片式定子铁心的电机。
●按照机座坯件的不同,可分为焊接与铸造机座。焊接机座由钢材焊接而成。铸造机座可用铸钢、铸铁或铝合金铸造;导磁机座几乎都采用铸钢或钢板焊接结构。
●非导磁机座一般都采用灰铸铁。铸铁机座成本较低,加工方便,它的机械强度可以满足一般中小型电机的要求。只有在机械强度要求很高的情况下,如防爆电机与舰用电机,才采用高强度铸铁或铸钢机座。
●小型交流电机和微型电机,近年来逐渐采用铝硅合金或铝镁合金压铸成的机座。该结构的特点是铝合金可以直接铸在定子铁心上,机座内圆不必加工,省去一些紧固件,还能使小型电机轻量化。其缺点是铝合金的材料价格较高、机械强度较弱、耐磨性较差。
●对于大型电机,由于产量小、电机重量较大,已普遍采用型钢和钢板焊接机座。与铸铁机座比较起来,在同样的机械强度和结构刚度条件下,焊接机座的重量较轻。焊接时,不需要特殊的模具,相对而言,成本较低,又可缩短生产周期,也可以满足电机的个性化形状的要求。

●按照机座结构的不同,可分为整体型机座与分离型机座。
分离型机座的结构刚度较弱,加工工时又较多,装配不当也会导致整机不符合要求。但其独有的优点是安装和检修方便,设计合理时装配精度、结构刚度等问题就不再是制约因素。
整体型机座采用的相对较多,断面一般设计成圆筒形。机座下部有两个或四个底脚,供电机安装使用。圆筒形机座的工艺性最好,但对于某些电机,因外形尺寸受到某种条件的限制,又要求尽可能提高功率时,机座断面常设计为多边形,以充分利用空间位置。多边形机座制造较复杂,加工成本也增加。

●其它分类方法。按照防护和冷却方式的不同,可把机座分为开启式、防护式、封闭式和防爆式等。封闭式和防爆式机座的外表面一般带有散热片,其它机座则不带散热片。按照有无底脚,可分为带底脚(如B3和B35)和不带底脚(如V1和B5)机座。
机座加工技术要求
机座需要加工的部位主要包括两端止口、端面、内圆、底脚平面、底脚孔、固定端盖、出线盒与吊运的螺栓等。对于分离型机座,还需要加工拼合面、拼合螺孔和销孔等。机座加工时应满足的技术要求基本可以归结为以下内容。
●各加工部位的尺寸精度和粗糙度应符合图纸规定。其中两端止口和内圆的精度与粗糙度要求都较高,中心高尺寸精度也要准确。
●各加工面的形位公差应符合图纸规定。其中两端止口与内圆的同轴度、两端面对轴心线的端面圆跳动是机座加工的关键。特别强调:如未规定形位公差,则其最大值与最小值应在尺寸公差范围之内;底脚平面应与轴心线平行。

●底脚孔对机座中心线的距离应左右对称,且符合规定公差。
●导磁机座加工后,磁轭各部分的厚度应均匀。磁极孔的分度应该相等,其位置须符合图纸规定。
●分离型机座的拼合面要求接合稳定,定位可靠,拆后重装时仍能达到原来要求。
以上非官方发布内容,仅代表个人观点。




