
钢制暖气片优势所在:
管道大,存水量多,然后加上钢材的特性,其有良好的保温性能;
严格的打磨、酸洗、磷化、灌装防腐、喷涂多道工艺
360度环缝焊接,一面焊接,两面成型,千次压力试验,无一焊损;
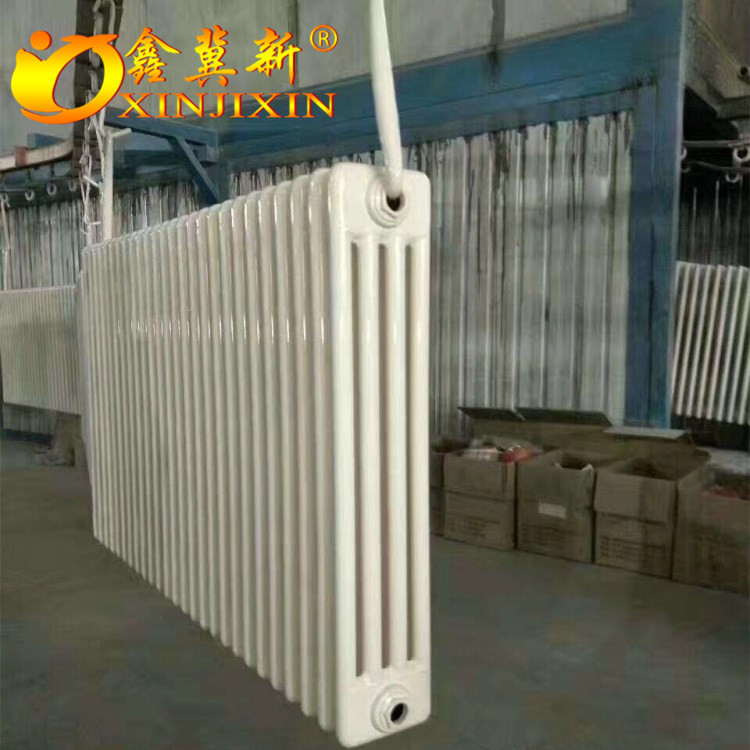
采用优质喷涂设备,表面平缓、喷涂均匀,非比寻常的光滑表面;
防腐性能较强,承压高,提升了暖气片性能及使用寿命,杜绝暖气片漏水等隐患
外型色彩亮丽,可选择的样式多样,造价比较适中,国内外应用比较大,对流的散发方式,比较舒适,热效率也会比较高,低碳节能。

钢四柱暖气片 壁厚1.5-2.5mm由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化组织或淬火组织。低碳钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施,焊接性优良。 但在少数情况下,焊接时也会出现困难: 1)采用旧冶炼方法生产的转炉钢含氮量高,杂质含量多,从而冷脆性大,时效敏感性增加,焊接接头质量降低,焊接性变差。 2)沸腾钢脱氧不完全,含氧量较高,P等杂质分布不均,局部地区含量会超标,时效敏感性及冷脆敏感性大,热裂纹倾向也增大。 3)采用质量不符合要求的焊条,使焊缝金属中的碳、硫含量过高,会导致产生裂纹。如某厂采用酸性焊条焊接Q235-A钢时,因焊条药皮中锰铁的含碳量过高,会引起焊缝产生热裂纹。 4)某些焊接方法会降低低碳钢焊接接头的质量。如电渣焊,由于线能量大,会使焊接热影响区的粗晶区晶粒长得十分粗大,引起冲击韧度的严重下降,焊后必需进行细化晶粒的正火处理,以提高冲击韧度。 总之,低碳钢是属于焊接性最好、最容易焊接的钢种,所有焊接方法都能适用于低碳钢的焊接。







