
摘要:针对8mm厚Q345低合金钢的深熔TIG焊中焊接电流、焊接速度、保护气体流量对Q345焊缝成型的影响进行了研究,并对成型较好的焊接接头进行了硬度测试和金相观察.试验结果表明,虽然深熔TIG焊在对低合金钢焊接时的焊接参数不稳定,焊接窗口较窄,不易形成良好的焊缝.但在适当的焊接条件下,可以实现深熔TIG焊对8mm厚Q345的一次性单面焊双面成型,焊缝性能较好并且成型良好的焊缝区组织由铁素体和少量针状贝氏体组成,焊缝熔合区和热影响区的硬度较母材上升了50%,无软化现象.具有继续研究深熔TIG焊应用于低合金钢Q345的意义。
0 引言
目前大量中厚板用于船舶的建设,而船舶建设中70%的工作量和30%-50%的成本涉及焊接,当前常用的低碳钢中厚板焊接方法有埋弧焊、二氧化碳气体保护焊、多丝焊和激光一电弧复合焊等。
其中埋弧焊、二氧化碳气体保护焊、多丝焊需要进行焊前处理,焊接工艺复杂且效率不高,激光一电弧复合焊需要精密的焊接条件以及复杂的焊接设备.所以很有必要对中厚板新的焊接方法进行研究。
深熔TIG焊是一种新颖的中厚板焊接方法,它是在传统TIG焊接方法的基础上,通过大电流(>300A)形成的较大电弧压力与熔池液态金属表面张力实现相对平衡形成小孔而实现深熔焊的焊接方法,具有高速、高效、低成本的优势。
本文使用低合金钢Q345,由于Q345系列钢用于中厚板的焊接时间久,在中厚板的产量中所占比例大,涵盖品种规格范围最多,选用Q345的其中一种作为试验材料具有一定的代表性。
本文研究了深熔TIG焊方法焊接参数对焊接8mm厚的Q345低合金钢板焊缝成型的的影响,对成型较好的焊缝进行了金相组织观察和硬度测试。
1 试验方法
本试验采用自行设计搭建的深熔TIG焊焊接平台系统,包括深熔TIG焊电源、深熔TIG焊槍、水冷箱和行走平台等.母材选用8mm厚的Q345低碳钢板。其化学成分如表1所示。

为保证焊接过程中的稳定性以及防止工件表面的油污、杂质等对焊接过程造成影响,焊前对焊接板材用细钢丝刷进行机械清理.然后用乙醇清洗表面油污、尘垢.焊接时使用夹具来保证接头的装配精度.本文使用控制变量法来分别研究不同焊接参数对平板堆焊焊缝成型的影响,研究的焊接参数包括焊接电流、焊接速度、保护气体流量.此后进行了堆焊焊接工艺参数的优化,得到了较优化的焊接参数列于表2。

对在优化焊接参数下得到接头进行硬度测试和金相观察.硬度测试采用维氏硬度方法,保压时间10s,打点位置横跨母材、焊接热影响区、焊缝熔合区,打点间隔为0.5mm.在焊缝区域沿垂直于焊缝方向截取金相试样进行观察,对试样进行预磨和抛光处理,用4%的HNO3酒精溶液进行腐蚀。
2 试验结果2.1 焊接参数对焊缝成型的影响
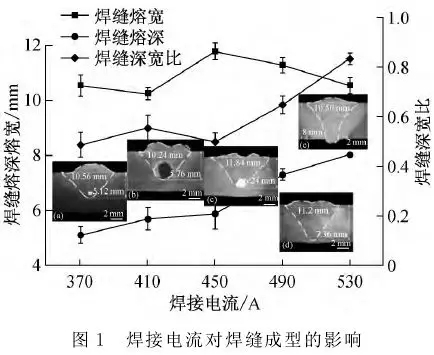
如图1所示,在焊接电流对焊缝成型影响的研究中,随着焊接电流的增大,焊缝的熔宽基本没有变化,主要增大的是焊缝的熔深和深宽比。
搜索关注技术邻,海量免费工科学习资料下载
当焊接电流达到最佳参数时,焊缝的熔深为8,是由于所规定的焊接熔深即为母材的上表面到焊缝熔池的相对距离而不包括余高.说明电流的增大主要增加的是焊接过程中电弧的穿透力和垂直方向的热输入.当电流很小的时候,电弧的穿透能力有限,这时由钨极发射的离子束的能量和速度也较低,较低能量的离子打在未焊透熔池的底部发生折射从而产生焊接过程中的气孔.
当焊接电流增大直至产生焊接过程中的小孔时,焊接气孔消失.当焊接电流继续增大,热输入过大,无法维持熔池重力、表面张力的平衡,这时就会发生熔池的坍塌.所以合适的电流能够消除气孔并获得良好的焊缝.
实验过程所使用的保护气体为普通氩气,氩气为深熔TIG焊接过程提供导电离子和保护环境.从图中2可以看到保护气体对于焊缝熔宽的影响较大。

随着保护气体流量的增加,焊缝的熔宽减小,因为保护气体流量的增加为焊接过程中的电弧提供更多的导电粒子从而增加了电弧的穿透力和垂直方向的热输入.但是保护气体的流量对熔深的影响并非十分显著。
如图所示,当保护气体流量较小时,保护环境容易受外界环境和电弧变化影响从而产生气孔.但是当保护气体流量过大为30L/min时,过大的保护气体反而容易在熔池中产生紊流从而削弱电弧穿透力.所以最适宜的保护气体流量为25L/min.图3为焊接速度对焊缝成型的影响,从图中可以看出焊接速度的改变对于焊缝的熔宽和熔深都有影响,对于焊缝的深宽比则没有太大的影响。

这说明焊接速度下的单位热输入基本没有改变.当焊接速度逐渐增大时,单位热输入没有变化,但是此时的焊接过程不稳定,电弧中的离子更容易与熔池壁碰撞折射使熔池不稳定而产生.....本文部分内容转载于技术邻




