
作者:张崇辉
单位:中国第一重型机械股份公司轧辊电站事业部
来源:《金属加工(热加工)》杂志
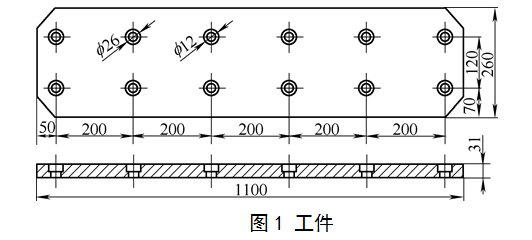
我厂为宝钢5m轧机生产的滑板,材质为20CrMnTi,尺寸如图1所示。
工件化学成分如附表所示。
工件成分表
成分 |
C |
Si |
Mn |
Cr |
Mo |
Ni |
Cu |
Al |
Ti |
% |
0.19 |
0.26 |
0.89 |
1.15 |
0.12 |
0.16 |
0.14 |
0.02 |
0.04 |
该产品技术要求为单面渗碳,层深1.5~2mm。单面淬火,硬度为54~62HRC,共16件。工件来我厂的原始状态为正回火后硬度210HBW,经渗碳,渗层深为2.15mm,淬火面留0.4mm磨量。到我厂来淬回火。
1.原热处理工艺
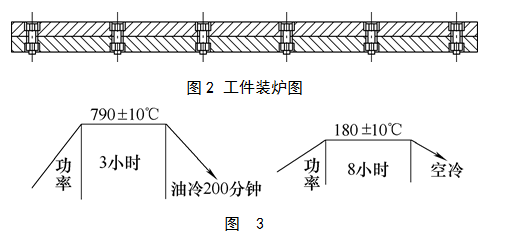
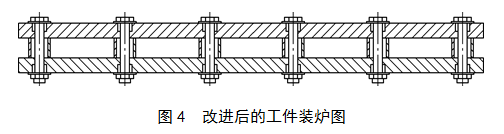
为防止工件变形,我们将工件每两件用螺栓把合在一起,淬火面朝外。如图2工件立装在料盘上,在台车炉上进行热处理,工艺如图3所示。
经热处理后,交检硬度为37~40HRC,工件变形1~1.5mm。产品质量不合格,需要返修。
2.原因分析
经分析认为,我厂淬火油已使用了30年以上,虽然补充了一定数量,但其冷却能力已大大下降。另外,台车炉淬火其天车非淬火天车,在出炉到入油时间过长,两工件把合在一起,截面积过大,且工件装在料盘上,也影响工件冷却速度,导致工件未完全淬上火。而变形问题是由于在高温膨胀和淬火冷却过程中,组织转变不同,导致工件变形严重,把合的螺栓在高温膨胀拉长,淬火后未能将工件完全把死所导致的。
3.新工艺制定及实施
针对这种情况,我们改变了工艺,首先我们改进了工件把合的方法,在两工件间用套筒将其隔开,再把工件把合,减小淬火的截面积。如图4所示。
另外,将工件转至井式炉进行热处理,因为没有料盘,两工件分开,且井式炉天车为淬火天车,工件的冷却速度大大提高,再降低终冷反应温度,使其得到淬火马氏体。针对变形问题,我们在其淬火后,工件未入炉时,将把合工件的螺栓全部从新拧紧后,入炉回火。具体工艺如图5所示。
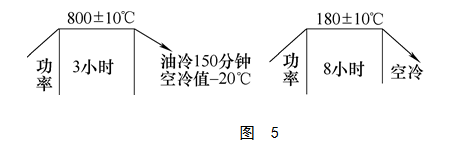
工艺执行后,对工件交检结果如下:硬度为55~61HRC,工件变形≤0.3mm。
4.结语
20CrMnTi厚板类产品,经渗碳后淬火,对冷却速度要求很高,如果冷却速度不够则得不到淬火马氏体,可以通过减少淬火过程中空冷时间及深冷来达到淬火目的,得到淬火马氏体,而达到硬度要求。而变形问题可以通过对工件的把合,减小因热应力、特别是因化学成分不同,组织转变不同导致工件产生的变形,淬火冷却后对螺栓重新拧紧,是因为淬火后,螺栓和螺母因热胀冷缩导致的把合不紧,对螺栓重新拧紧,矫正了淬火后变形的工件,经回火消除了各种应力,解决了淬火后产生变形的工件。
关于我们




