
钨极惰性气体保护焊,英文名称为Tungsten Inert Gas Welding,缩写为TIG。后来,美国焊接学会将其正式命名为Gas Tungsten Arc Welding,缩写改为GTAW。这里谈谈管-管对接GTAW的焊接参数。
管-管对接管件水平固定(5G)和倾斜固定(6G)全位置焊接时,最主要的问题是电弧对焊接区的累积加热,特别是小直径薄壁管对接接头的焊接,这一难点尤为突出。其原因是电弧对焊件的加热速度大于散热速度,使热量积聚,最终导致焊接熔池失稳。因此在管件对接的全位置焊接过程中,为始终保持熔池形态稳定,即使熔池的表面张力与重力平衡,必须适当地控制电弧的能量,其解决办法是,除了采用脉冲电流外,还应分区段程序控制各焊接参数。图1所示为管子横断面周长典型的划分方法,即将其等分为4个区段。每个区段为90°。第一区段从D点开始,即从10∶30到13∶30结束,依此类推。不同区段相对应的焊接位置如下:
S10°~90°平焊位置;
S290°~180°立向下焊位置;
S3180°~270°仰焊位置;
S4270°~360°立向上焊位置。
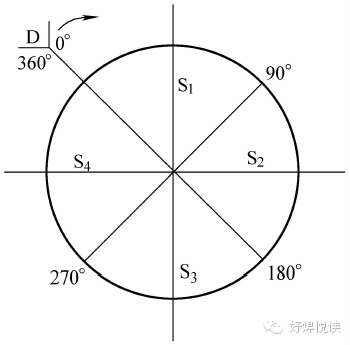
图1 管子对接接头周长区段的划分
管子对接接头全位置焊接时,应按不同区段的焊接位置程序控制焊接电流(IP、IB)、焊接速度和送丝速度,使焊接熔池始终处于热平衡状态。对于某些规格的管件和导热性差的管材,还可能要求对焊接区段细分成8等分或16等分。
管件对接接头全位置焊,按管壁厚度可分别采用自熔GTAW工艺和填丝GTAW工艺。
一、管-管对接自熔GTAW焊接参数
管-管对接自熔GTAW焊接参数主要包括电弧长度(电弧电压)、焊接速度、焊接电流以及焊接参数的分段程控等。
1. 电弧长度
电弧长度即为钨极尖端至焊件表面的距离,它取决于焊接电流、电弧的稳定性和两对接管子的同心度或椭圆度。为获得优质的焊缝,电弧长度必须保持恒定,按经验,在薄壁管对接的自熔GTAW焊中,电弧长度应为管壁厚度的1/2+0.25mm。例如管壁厚度为1.0mm,电弧长度应为0.75mm。
2. 焊接速度
焊接速度取决于被焊材料在熔化状态下的流动性和管壁厚度。常用的焊接速度范围为100~250mm/min。管壁越薄,焊速越快。
3. 焊接电流
焊接电流取决于母材的种类、管壁厚度、焊接速度和保护气体的物理特性。其选用原则是保证焊缝全焊透。
对于奥氏体不锈钢的焊接,按经验数据,壁厚每增加0.1mm,焊接电流提高4A。焊接厚0.8mm的管-管对接接头时,焊接电流应为32A。
当采用脉冲电流时,应设定4个参数:峰值电流、基本电流、脉冲宽度(持续时间)和脉冲频率。峰值电流与基值电流的比值一般在2∶1~5∶1的范围内,通常选用3∶1。
脉冲频率取决于所要求的相邻焊点的搭接量,大都取75%。在薄壁管焊接时,脉冲频率与焊接速度成正比关系,比例系数约为25。例如焊接速度选定为125mm/min,脉冲频率应为5Hz。
脉冲宽度取决于被焊材料的热敏感性,并应随热敏感性的提高而减小,常用脉冲宽度为20%~50%,通常取35%。
4. 焊接参数的编程
在管管对接全位置焊中,为使焊缝在整个圆周内成形均整,主要焊接参数——焊接电流、焊接速度应按预先设计的逻辑程序进行编程,并分区段程序控制。起弧和收弧阶段,程序控制焊接电流递增或衰减。
二、管-管对接填丝GTAW焊接参数
填丝GTAW主要用于壁厚大于3mm的开坡口管-管对接接头。可以采用两种操作方法:窄焊道技术和多层单道焊技术,如图2所示。

图2 管-管对接接头开坡口多层焊缝施焊方法
a)窄焊道技术 b)多层单道焊技术
1. 与填充丝有关的焊接参数
与填充丝有关的焊接参数包括填充丝的伸出长度、钨极与填充丝夹角,钨极尖端至焊缝端的距离,如图3所示。

图3 与填充丝有关的焊接参数
1)钨极与填充丝的夹角α应调整至50°~80°。
2)钨极尖端至焊丝端的距离De-f应调整到1.5~3mm。根部焊道焊接时,推荐调至较大值,以利用填充丝的动能推进熔池,并形成微凸的焊道。对于填充层和盖面层,De-f应调整到约2.0mm。这样,焊丝靠近电弧,易于熔化,可提高焊丝的熔化速度并避免夹丝。
3)焊丝伸出长度Sf应调整到8~12mm。如果伸出长度太短,导丝嘴容易被烧坏;如果伸出太长,焊丝将产生扭曲,可能与钨极相碰,导致焊接过程中断。
4)电弧长度应调整到2~3mm,根部焊道焊接时,电弧长度应降低到1.0mm,以达到足够的熔透深度。
2. 其他边界参数
所谓边界参数是指在管管对接全位置自动焊设备中不能进行编程的焊接参数。这些参数对焊缝质量的重复性和焊接效率会产生较大的影响。在管-管对接全位置自动焊中,重要的边界参数有:
1)保护气体的种类、纯度和流量。
2)背面保护气体的种类、纯度和流量。
3)气体透镜垫的种类和规格。
4)钨极的种类、直径、端部形状和伸出长度。
5)陶瓷喷嘴的尺寸、直径和长度。
6)填充丝的牌号、炉批号、直径、送入倾角和接触点位置。
7)焊缝起始点位置。
8)层间温度。
9)焊接电缆的连接方法和部位。
以上图文来自机械工业出版社出版的《钨极惰性气体保护焊》
本文系网络转载,版权归原作者所有。如涉及作品版权问题,请与我们联系。
❤
第二步:
❤



❤




