
作者: 文 斌
单位: 安徽方圆机电股份有限公司
来源:《金属加工(冷加工)》杂志
某零件外形如图1所示,查表公差等级IT6,断面表面表面粗糙度值Ra=1.6um,其内型尺寸精度、表面表面粗糙度要求高,材料为低碳钢,料厚t=2mm,年产量大,原生产工艺为下条料→作穿丝孔→线切割成形→抛光、去毛刺,工序多、效率低,且在线切割加工成型过程中,由于工件加工内应力产生尺寸变形原因,内型尺寸精度难以保证。如用普通落料冲孔模加工,零件内型尺寸精度和表面粗糙度要求均无法保证。为此,设计了一副在普通压力机上使用精冲技术的落料冲孔复合精冲模,零件冲压成形后,其外形和内型尺寸精度和表面表面粗糙度都能满足产品要求,生产效率及质量均大幅提高。
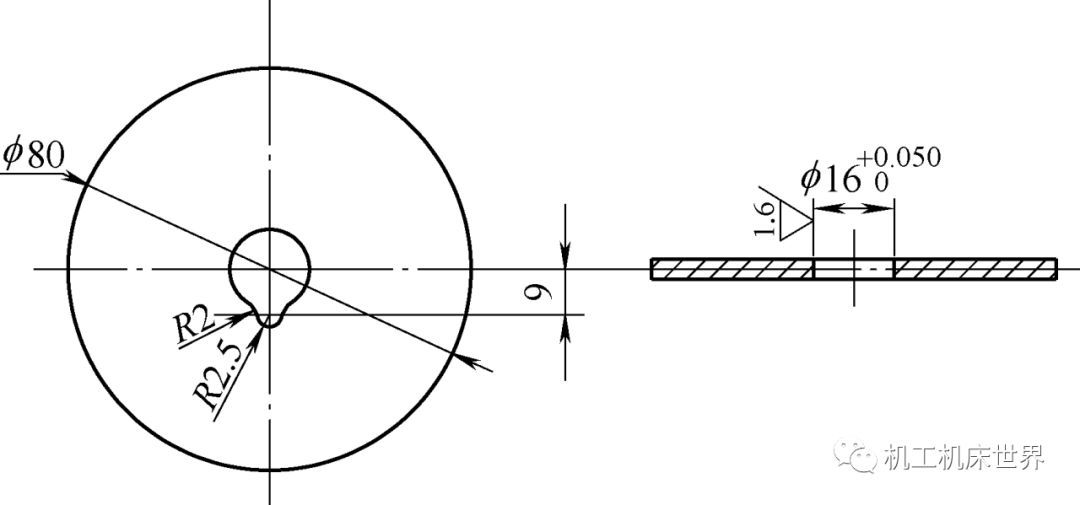
图1 接电片
模具工作过程
模具结构如图2所示,其工作过程是上模下行,件3、件5、件13和件16把条料压紧,随后件4、件12进行外形落料,上模继续下行,件4、件9进行内型精冲成形。冲裁完成后,上模回升,件5、件13将冲好的零件退出,件3、件16将条料搭边卸出,整个冲裁完成。

图2 落料冲孔复合精冲模
1.下模座 2、7、11、18.螺钉 3.退料橡皮
4.凸凹模5.压料橡皮 6.上模座 8.模柄
9.冲头 10.垫板 12.凹模 13.压料板
14、19.销钉15.导套 16.退料板 17.导柱
模具结构特点
因零件对外形尺寸精度及表面粗糙度均无特别要求,所以其外形落料可按普通落料模形式设计,我们主要对其内型成形结构进行说明。
(1)精冲间隙。为满足零件内型尺寸精度和表面粗糙度要求,冲头与凸凹模相互配合间隙(双面)为0.005~0.010mm,间隙大小与被冲裁材料厚度无关。
(2)冲头和凸凹模结构。因仅对内孔给予精冲,所以凸凹模工作刃口锋利,表面粗糙度值Ra≤0.4um。冲头刃口采用R0.2mm(冲裁材料厚度10%)较小圆角刃口,表面粗糙度值Ra≤0.4um,如图3a所示,这主要是为加大剪切表面挤压作用,从而降低内型剪切表面表面粗糙度值。如精冲为落料尺寸,凹模刃口应采用R0.2mm(冲裁材料厚度10%)较小圆角刃口,冲头锋利,如图3b所示。
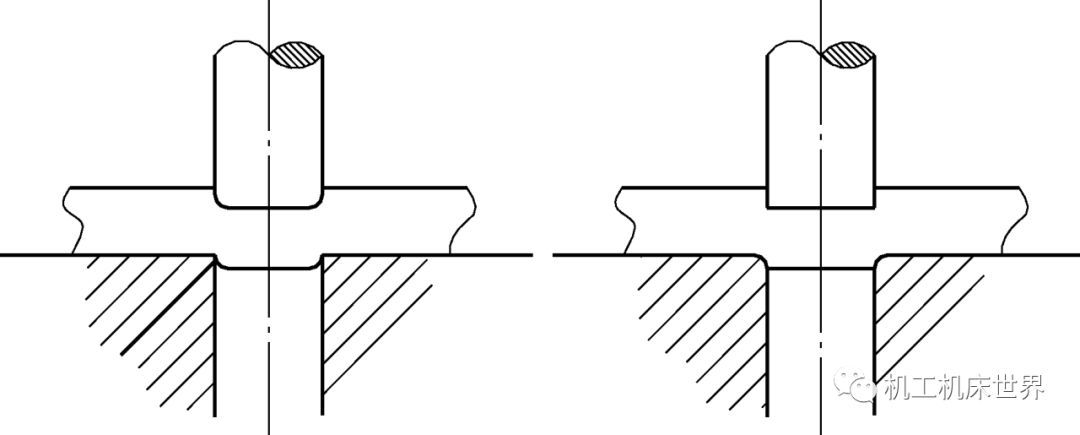
a b
图3 精冲冲头、凹模
(3)压料结构。当冲头进入凸凹模前,首先应由压料板将条料压紧,以便于零件产生塑性变形,压料力足够使模具工作时,材料不至于发生移动。此模具采用聚氨酯橡胶做强力压料,压缩反弹所产生的压料力取P压=(15%~20%)P冲。聚氨酯橡胶截面积及高度可用压料力P压推算出。
(4)压料板设计。因零件对上表面不允许有压痕,所以我们放弃了最初设计时所采用的三角形凸起双齿圈压料板(见图4a),改为台阶形凸平台压料板(见图4b),不仅制造简单,而且也达到了与双齿圈三角形凸起压料板一样的效果。
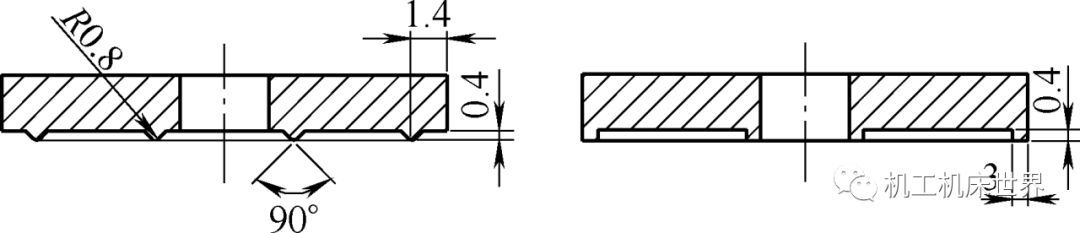
a b
图4 压料板
注意事项
由于精冲的冲头与凸凹模的间隙小,冲裁力较大,因此对上、下模座等强度应适当增加,制造精度应提高,要求上、下模座的平行度为0.03/300mm,导柱和导套的间隙不得超过0.015mm。模具工作时应采用浓度不大的干净的锭子油作为润滑剂使用。此模具设计方法,也适用于其他对孔有较高要求的冲件。




