
摘要:基于A-B平台的造纸机传动控制系统,对控制系统的硬件和软件进行设计,重点研究速度链控制、负荷分配和张力控制的控制原理,设计造纸机传动控制解决方案。
造纸机传动控制系统是造纸机控制和驱动的中枢,其作用是实现造纸过程的自动化、智能化。该系统的研究是跨学科多领域技术的相互结合,主要涵盖了软件设计理论、控制理论、电力电子技术、通信技术等。
1 当前造纸机传动控制系统工艺介绍
造纸机传动控制系统作为抄纸系统的控制驱动中枢,基本采用分部变频传动方式,各分部在PLC控制下通过变频器驱动各分部电机,电机旋转后依靠减速箱减速,通过联轴器带动各传动辊子转动。造纸机传动系统示意图如图1所示。

2 存在的问题
经过实际调查,当前造纸机的传动控制系统自动化程度欠佳、生产能耗较高、生产效率较低,主要体现在以下4点。
①纸机传动在运行过程中负载波动比较大,导致速度波动也较大,容易断纸;
②负荷分配效果欠佳,常有从动点处于发电制动状态,烧毁变频器;
③纸机联锁控制功能不完善,经常会因为油压等参数不正常导致纸机无法正常生产,甚至损坏纸机;
④张力控制功能效果欠佳,当相邻传动点速度出现微小偏差时,纸幅的张力会发生较大的变化,容易断纸。
3 基于A-B平台的造纸机传动控制系统硬件设计
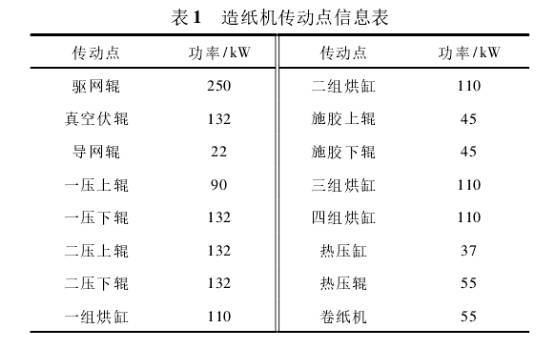
纸机项目幅宽为4600mm,设计车速为450m/min,总设计容量为1567kW,主要传动点总计16个,传动点名称及电机容量如表1所示。其中有5组负荷分配,分别为:驱网辊、真空伏辊及传动导网辊;第一压榨上辊、第一压榨下辊;第二压榨上辊与第二压榨下辊;施胶上辊与施胶下辊;热压缸与热压辊。
3.1 总体控制方案设计
从工程实际要求出发,本系统为交流变频传动控制系统,传动方案采用标准三级控制模式。根据纸厂用户的要求,选用A-B 1769-L35E作为控制单元,并且系统配有2个Compact Logic 1769-SDN DeviceNet扫描器,用于DeviceNet网络上的点对点的通信、I/O控制。传动单元采用A-B PowerF1ex753变频器,配有20-COMM-D网络适配器与PLC进行通信。该系统的结构示意图如图2所示。

3.2 变频器硬件设计
在造纸机传动控制系统中,采用现场总线及三级控制方案,变频器传动硬件的设计实现了标准化,可以适应不同工程项目。以二组烘缸为例,变频器硬件接线如图3所示。

4 基于A-B平台的造纸机传动控制系统软件设计
造纸机传动控制系统要实现速度链和负荷分配控制,部分传动点实现张力控制。通过对该系统的速度链控制、负荷分配及张力控制进行详细分析和研究,提出合理的系统工艺控制算法,如图4所示。




