1200马力渔船柴油发动机减速机轴承室磨损,磨损情况严重,单边达到6mm左右,现场发现轴承已经完全损坏,轴承挡圈已经变形,轴端压盖也已经破损。轴承型号NJ244M,为轴承内圈可分离的轴承。
经现场分析,导致轴承位磨损的原因可能是轴承挡圈无法压紧轴承外圈所致,测量轴承挡圈已经轴端压盖的尺寸,重新制作。
在比对和使用过各项工艺之后,最终通过索雷碳纳米聚合物技术有效地实现了渔船柴油机减速机轴承室的磨损修复,并达到了企业的使用要求,为企业大大降低了检修成本和停机时间。
索雷碳纳米聚合物技术,是一项起源于美国的技术,最早应用于航空和军事,后被引进开始用于工业设备方面,其材料利用碳纳米聚合物特有的机械性能和针对性的修复工艺在线修复包括辊压机、立磨、风机、提升机、电动机、减速机等大型轴类的磨损。
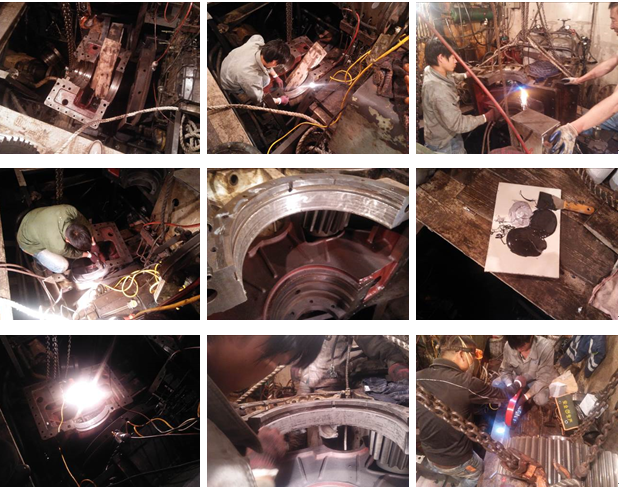
减速机轴承室修复步骤如下:
1、拆卸减速机,清理表面油污;
2、减速机轴承室磨损部位用气焊枪进行表面除油;
3、磨光机打磨出金属原色,无水乙醇清洗干净,处理后的表面要求干净、干燥、坚实、粗糙;
4、调和索雷SD7101H材料,至均匀无色差;
5、涂抹SD7101H材料,沿基准面用直尺刮平;
6、材料固化后打磨,由于磨损较深,很难一次成形,再次调和材料,沿基准面刮平,材料固化后再次打磨;
7、轴承外圈刷涂SD7000脱模剂,晾干;
8、调和SD7101H材料,再次涂抹,安装轴承座,紧固,材料固化,修复完毕。