我国是农药生产大国,年产量达400 kt。农药生产废水存在毒性高、成分复杂、高盐分等问题,处理出水往往残留难降解的毒性污染物,具有很大的危害性,同时尾水中的盐分含量较高。目前针对含盐废水的处理方法较为单一,是废水处理中的难题之一,若将处理尾水进行深度处理循环利用,不但可以缓解用水压力,同时可大大降低对环境的污染。李继、周元祥等人,采用人工快渗生物滤池深度处理有机农药废水;王书、冯义德等人采用膜生物反应器-高级氧化-超滤组合工艺深度处理杂环类农药废水;还有很多研究者利用高级氧化法处理尾水中残留农药。以上研究大多针对尾水中有机农药,而针对尾水中盐分的去除研究较少。目前对于废水深度处理技术主要有物理吸附法、膜分离技术、氧化技术、生物法,以及这些技术的联用。
电渗析法作为膜分离技术的一种,具有能量消耗低、药剂耗量少、环境污染小、操作简单、易于实现自动化、水的利用率高等优点,应用于农药生产尾水的深度处理可达到脱除盐分和分离小分子有机物减低出水COD 的良好效果。江苏省金坛市某化工集中区现有农药化工生产企业5 家,其中1 家主要产品有三环唑、丙环唑、三氮唑等三唑类杀菌剂和粉唑醇、戊唑醇、己唑醇等水稻施用药类的原药及制药。5 家企业的生产及生活污水集中在污水处理厂,处理工艺流程为生产废水先进行Fenton 预处理,之后与生活污水混合进入生化处理部分,最后经折流池及终沉池出水。
笔者针对该尾水的水质特点,采用四室电渗析反应装置对其进行处理,同时考察分析其膜污染问题,以期在深度处理的同时回收酸碱,实现资源的循环利用。
1 、装置与方法
1.1 四室电渗析反应装置及各槽室溶液
实验采用自制的四室电渗析反应装置,尺寸为18 cm×12 cm×19 cm,槽室间隔宽度为3.5 cm,整个反应器通过阴阳离子交换膜(均相离子交换膜)分为4个独立的槽室,各槽室通过蠕动泵(BT100-1L)单独循环,阴阳离子交换膜的排列顺序为中间为阴离子交换膜,2 侧为阳离子交换膜。
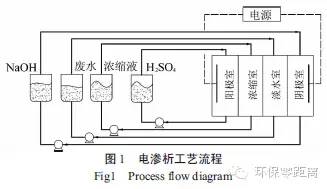
电极采用自制的含有锡锑中间层的Ti/SnO2-Sb/PbO2电极,制作方法及流程分为钛基体的制备、中间锡锑中间层的刷涂和电沉积表面PbO2。膜的有效面积为80 cm2,电极的有效面积为150 cm2。实验流程图如1 所示。
反应器总分为4个槽室,分别为阴阳极室、浓缩室和废水室,阳极室中为1.0mol/L 稀硫酸溶液,进水体积1 L,电导率是59 mS/cm,pH=0.96;阴极室中为0.1mol/L 的NaOH 溶液,进水体积1 L,电导率为23 mS/cm,pH=13.87;浓缩室进水为0.01mol/L 的稀硫酸,进水体积1.7 L,电导率5.36 mS/cm,pH=1.959;淡水室的进水为污水处理厂的二沉池出水,进水体积为0.7 L,电导率4.83 mS/cm,TOC、NaCl、Na2SO4的质量浓度分别为234.5、1 510、3 031 mg/L,pH 为7.79,浊度4.49 NTU。溶液通过2 台蠕动泵不断的进行循环,阴阳极室的进水体积流量为250 mL/min,浓缩室和淡水室的进水体积流量为300 mL/min。
根据水质可知,其TOC 含量较高,说明残留较多生物难降解有机物;同时电导率较高,盐分残留量较大,同时具有一定的色度。
1.2 实验方法
将干净的阴阳离子交换膜分别固定夹紧在反应器中,之后将各槽室的溶液泵入,并在蠕动泵的作用下以一定的流速进行循环。采用恒压的操作条件,定时测定淡水室及浓缩室中溶液的电导率、pH、TOC和离子含量,同样的条件下离子交换膜不更换重复运行10 次,对比分析出水各项参数的变化,最后将反应器拆开取出已污染的离子交换膜进行分析,根据对膜污染的分析确定有效的膜清洗方案。
根据式(1)~式(3)分别计算盐分脱除率E、离子回收率R 的和TOC 去除率T:
E=(γ0-γ1)/γ0, (1)
R=(ρ0-ρ1)/ρ0, (2)
T=(ρ0(TOC)-ρ1(TOC))/ρ0(TOC)。(3)
式中,γ0和γ1分别为出水和原水的电导率;ρ0和ρ1分别为出水和原水的离子质量浓度;ρ0(TOC)和ρ1(TOC)分别为出水和原水的TOC 质量浓度。
1.3 实验原理
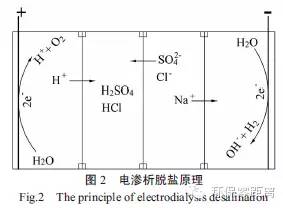
尾水中残留较高含量的NaCl 和Na2SO4,利用阴阳离子交换膜的选择透过性,可将阴离子和阳离子分离到废水室2 侧的槽室中,如图2 所示。
阳极板和阴极板分别置于反应器的左右2 侧,在槽室充满溶液时形成均匀的电场,溶液中的阴阳离子在电场力的作用下分别向阳极和阴极方向运动,反应器中间的是阴离子交换膜,2 侧的是阳离子交换膜,淡水室中的Na+在电场的作用下通过阳离子交换膜到达阴极室,同时水在阴极表面发生电解反应产生的OH-和Na+形成NaOH 溶液,阳极电解水产生的H+通过左侧的阳离子交换膜到达浓缩室和淡化室的阴离子通过阴离子交换膜形成H2SO4和HCl的酸溶液,淡化室中的离子得到脱除,浓缩室和阴极室的溶液不断浓缩达到了回收酸碱的目的。
1.4 分析方法
TOC含量采用总有机碳测定仪(Elementar vario TOC cube),电导率和pH 的测定采用多参数水质测定仪(DZS-708),离子色谱(ICP)测定离子含量(IC-2100),特征污染物通过高效液相色谱(waters2996,C18 柱,流动相甲醇、水体积比1:1)和GC-MS(varian saturn)测定;直流电源(APR3010)。
2 结果与讨论
2.1 尾水残留难降解有机物分析
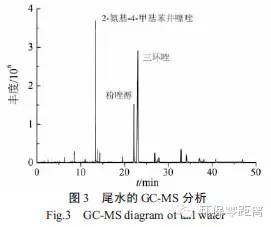
取尾水200 mL 和一定量的二氯甲烷放入锥形瓶中盖紧,在震荡箱中充分摇匀后取出,再利用超声萃取的方法超声20 min 后静止分液,将分离出的二氯甲烷溶液在39.8 ℃的水浴条件下蒸发浓缩,浓缩液用无水Na2SO4干燥后通过GC-MS 进行测定,结果见图3。
由图3 可知,废水的有机成分较为复杂,结合高效液相色谱图分析其中含量最高出峰最为明显的3种物质分别为2-氨基-4-甲基苯并噻唑、粉唑醇、三环唑,其中2-氨基-4-甲基苯并噻唑为三环唑生产过程中的重要中间体,粉唑醇和三环唑为生产过程中成品的流失。这3 种物质在尾水中残留量较多,同时还含有少量的丙环唑、三氮唑等,其他残留较多的为小分子的中间体和生产副产物。这说明这些有机物的生物降解性较差,出水残留量较多,具有一定的毒性,不能直接回用。
2.2 仪器
2.2.1脱盐效果
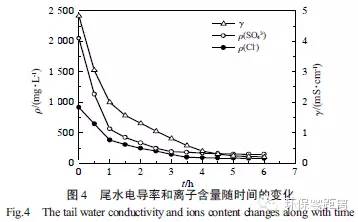
采用恒压操作的方式,将各槽室的溶液分别充满各个槽室,接通电源在一定的工作电压下,各槽室的溶液单独以一定的流速循环,监测其电导率随时间的变化,结果如图4 所示。
由图4 可知,尾水的电导率随时间不断降低,出水的电导率为0.202 mS/cm,脱盐率为95.8%,同时Cl-和SO42-的去除率分别为91.2%和95.1%。在运行的前2 h 内可以明显看出SO42-的脱除速率大于Cl-,这原因主要是SO42-的价态高,在相同的电场作用下,受到的推动力更大,所以运动速度更快,脱除效率高。根据图4 还可知,盐分的脱除在起初的3 h 内速率较快,之后脱除速率很慢,原因是电渗析采用恒压条件工作,随着淡化室盐分的脱除整个电解槽的电阻不断增大,电流随之减小,脱盐速率直接受到电流大小的影响,所以后面3 h 的脱盐速率低,考虑能耗问题,可适当缩短运行时间。
2.2.2 TOC 去除效果
同样的运行方式,分析其出水TOC 随时间的变化,结果如图5 所示。
由图5 可知,随着运行时间的增加,TOC 质量浓度呈指数趋势下降,同样在前3 h 内去除速率较快,这与电流大小和物质的含量有关。最终TOC 的去除率为72.2%,脱除效果良好。尾水中有机物的分析结果可以知道,尾水中大部分机物的相对分子质量小于350,电渗析可有效脱除带电的小分子有机物,所以综合考虑电渗析出水TOC 降低的原因主要有2个:
(1)废水中的一些小分子有机物在电场的作用下荷电或在水中发生水解,这些带电的有机物在电场力的推动下通过离子交换膜脱除;(2)部分有机物通过电场作用或膜的吸附作用,堵塞在膜孔径中或沉积在膜的表面,都对出水TOC 降低有贡献。
2.2.3电渗析出水水质
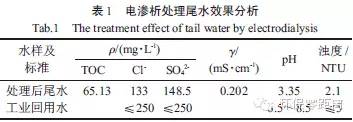
表1 为电渗析出水的水质分析结果及与GB/T19923-2005 工业回用水的对比。
由表1 可知,出水盐分基本脱除,电导率为0.202mS/cm,与生活用水相当,有机物去除率较高,出水TOC 得到良好的改善,尾水的浊度由4.49 NTU 降到2.1 NTU,同时尾水进水为淡黄色有一定的色度,出水为澄清,色度问题得到很好的解决,但出水的pH为3.35,出水水质偏酸,这是电渗析过程普遍存在的问题,电渗析过程中发生水的解离,而且这种现象主要发生在阴离子交换膜上,所以出水偏酸。整体出水水质与GB/T 19923-2005 的工业回用水标准比对,电渗析出水盐分含量较低,达到回用要求。
2.2.4酸碱回收
电渗析利用膜的选择透过性和电极电解水产生的H+和OH-分别于废水中的酸根阴离子和阳离子结合达到酸碱回收的目的,实验中考察了浓缩室混合酸的回收效果,结果见图6。
由图6 可知,在电渗析反应器运行的过程中淡化室溶液的电导率随着时间不断的下降,与此对应的浓缩室溶液的电导率随时间不断上升,下降和上升速率最快的部分出现在最初的3 h 之内,将电渗析出水通过离子色谱和ICP 进行测定,通过式(2)计算得Cl-、SO42-、Na+的回收率分别为84.8%、82.3%、85.9%,回收率与去除率相比较可发现离子回收率偏低,分析可能原因,一方面是部分离子被结合在离子交换膜上,另一方面是工作电极和膜表面会吸附一部分离子,但在连续运行过程中总体的回收率不会受到这2 方面的影响。
2.3 膜污染
2.3.1膜污染对运行时间的影响
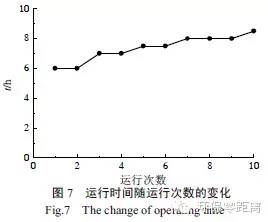
在相同的操作条件下连续运行,考察其运行时间的变化,以出水的电导率不再下降为止,结果见图7。
由图7 可知,随着运行时间的增加,每次出水时间也在不断增加。原因主要是由于膜污染造成的,随着运行次数的增加废水带进有机物对膜造成污染,表面污染使得膜的有效面积减少效率下降,孔径的堵塞使盐离子在穿过膜的过程中速度降低,所以这些都导致盐分脱除效率下降运行时间延长。由于离子的脱除效果变差,相同处理时间后尾水中残留的离子就越多,所以随着运行次数的增加相同运行时间下尾水的电导率升高。
2.3.2膜污染对出水TOC 含量的影响
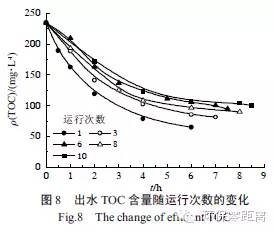
不更换离子交换膜重复运行多次,以出水电导率不在下降为终点,考察其出水TOC 含量的变化,结果见图8。
由图8 可知,随着运行次数的增加,TOC 的去除效率降低,多次运行后的最终出水TOC 呈现波动下降的趋势。这是因为大分子物质被膜截留吸附,有机物在电场下运动过程中可能会被截留在膜的孔径中造成不可逆污染,也可能有一些输水性或亲水性不强的有机物沉积在膜的表面造成污染,这些都导致膜的有效工作面积降低,工作效率和性能下降[17-18]。所以随着运行次数的增加,有机物穿过膜孔的行为受到抑制,脱除效率和能力下降。
2.3.3有机物对阴阳离子交换膜污染分析
将电渗析出水利用气质和高效液相色谱进行分析发现,电渗析处理后的出水中只残留一部分的三环唑、粉唑醇和极少的小分子有机物,通过对浓缩室出水和阴极室出水分析发现小分子有机物被分离到了这2个槽室,但是对于3 种特征污染物在阴极室和浓缩室都没有检测到,其中部分依然留在水体中,但出水中2-氨基-4-甲基苯并噻唑的含量几乎为0,这3 种特征污染物相比其他有机物的相对分子质量较大,所以分析3 种物质不能有效穿过离子交换膜,而是发生了膜污染。
为验证3 种物质的去向,将淡化室2 侧的阴阳离子交换膜取下,分别浸泡在同体积的甲醇溶液中,取浸泡液进行高效液相色谱的分析,结果可知,阳离子交换膜主要受2-氨基-4-甲基苯并噻唑的污染,说明该物质基本被吸附到了阳离子交换膜的表面,同时还有少量的粉唑醇和三环唑的污染,这与膜和物质的本身性质有关。对于阴离子交换膜上的污染物的种类较多,这是因为大部分有机物在水中带有负电荷,所以在电场的作用下基本是运动到阴离子交换膜表面发生分离或污染,一般情况下阴离子交换膜污染较为严重。
通过对电渗析过程中有机污染物的行径分析可知,极小分子物质可以在电渗析过程中有效分离去除,而对于相对分子质量较大和疏水性物质则不容易通过离子交换膜,发生吸附或截留在膜上的现象。
2.4 膜清洗
连续运行一段时间后膜由于污染而脱盐效率下降,新鲜干净的膜在运行3 h 后的脱盐率为94.0%,膜污染后3 h 的脱盐率降低到85.6%。在2.3.3节的分析可以知道,造成膜污染的主要是尾水中残留的有机物,所以针对有机污染分别采用了酸碱清洗和活性剂清洗[19]。酸碱清洗是先用质量分数2%的盐酸进行冲洗后,再用质量分数0.5%的NaOH 冲洗,最后用清水冲洗到pH 为7 为止;活性剂清洗是用质量分数分别为0.5%的聚乙二醇、1%的过碳酸钠和0.5%的聚磷酸钠溶液浸泡20 h,之后运行3 h。
酸碱清洗后运行3 h 后的脱盐率恢复到91.9%,活性剂清洗脱盐率恢复到92.2%。酸碱清洗和活性剂清洗效果相差不多,考虑活性剂清洗剂中含有磷,所以可采用酸碱清洗,必要时活性剂清洗,脱盐效果可得到良好的恢复。
3 结论
污水处理厂尾水的电导率为4.83 mS/cm,主要盐分主要分别为NaCl、Na2SO4,质量浓度分别为1 510、3 031 mg/L,TOC 的质量浓度为234.5mg/L,残留的特征污染物主要有2-氨基-4-甲基苯并噻唑、粉唑醇、三环唑和较多小分子中间体和副产物,如三氮唑等。
电渗析处理出水的电导率为0.202 mS/cm,脱除率为95.8%,TOC 去除率为72.3%,Cl-和SO42-质量浓度分别为133、148.5 mg/L,浊度为2.1 NTU,出水澄清,色度较低,出水水质总体良好,但pH 偏低。SO42-的选择透过性优于Cl-脱除速率较快,Cl-、SO42-、Na+的回收率分别为84.8%、82.3%、85.9%。
随着运行次数的增加出现膜污染现象,导致运行时间延长,脱盐效率降低,出水TOC 含量升高,分析发现阳离子交换膜主要受到2-氨基-4-甲基苯并噻唑的污染,阴离子交换膜污染物质复杂。
活性剂清洗效果略好于酸碱清洗,综合考虑采用酸碱清洗,必要时活性剂清洗,膜的性能可得到良好的恢复。