
作者:戴继东
单位:湖南国防工业职业技术学院
来源:《金属加工(冷加工)》2016年第21期
锯片铣刀是在铣削加工中应用较多的一种加工刀具,多用在零件的窄槽加工和切断加工。在加工过程中由于锯片铣刀本身结构上的特点,对切削产生一些不利,从而导致加工时产生频繁的锯片铣刀折损现象。
1.加工中遇到的问题
我单位有一批军方产品,产品材料为45CrNiMo1VA,是一种超高强度合金钢,批量为500件,而且是一个长期产品,每年都要完成4~5个批次。这个产品在众多的加工难点里,有一个令铣床操作工头痛的问题,即用锯片铣刀加工沟槽时的刀具折损问题。零件工序加工内容如图1所示。
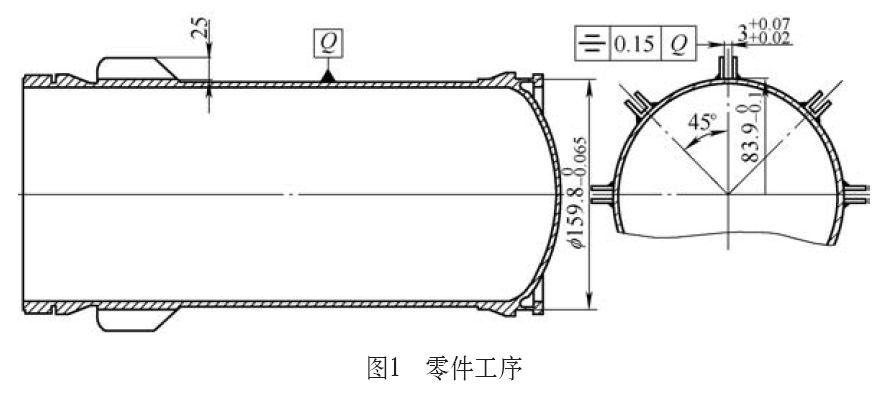
在零件圆周的8个均布的凸起上,需分度各切出宽3mm、深25mm的沟槽,在用锯片铣刀切槽的过程中经常出现刀具折损的现象,这样不仅造成了零件的报废,有时甚至还因为折损后锯片铣刀碎片的飞溅造成安全事故。
2.采取的措施
为了解决这个技术问题,查阅了大量的技术资料,对加工做了以下改进:
(1)选择前角较大的锯片铣刀,提高刀具的锋利度。
(2)在锯片铣刀的两端面辅用夹板,以增强铣刀的刚性,减小铣刀切削中出现的振动。
(3)刀齿间隔左右交错,磨出倒角,形成错齿锯片铣刀,以分散切削力。
(4)加大切削液压力,并对准切削部位,从而充分的冷却并及时冲掉切削部位的切屑。
(5)合理地选择切削用量,使激振频率远离刀具系统固有频率,从而减小切削振动。
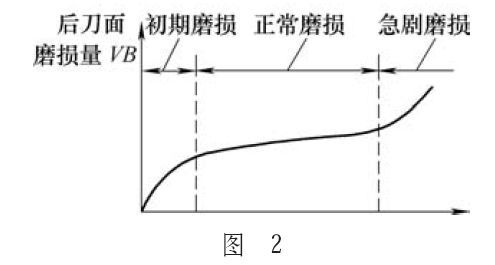
通过对上述几个方面进行改进,切削的效果有了一定的改善,但折损刀具的现象还是时有发生。为了根本性解决这个问题,对锯片铣刀的折损原因进行了分析,发现锯片铣刀折损的主要原因还是刀具的磨损导致的切削不利。在零件生产过程中,为了提高效率,操作人员往往等到刀具磨损较大或折损后才进行刀具的更换,且造成这样磨损的刀具卸下后,由于磨损严重往往直接就报废了。而刀具的磨损分为初期磨损、正常磨损和急剧磨损3个阶段,正常磨损时的刀具磨损较为缓慢,急剧磨损实际上就是到正常磨损阶段的后期,刀具与工件的接触情况显著恶化,磨损随之加快,如图2所示。只需掌握好恰当的换刀时间,即提前主动换刀,这样就可以有效地避免锯片铣刀的折损现象,而且这时换下的刀具进行重磨后,还能够继续正常使用,从而降低了成本。在实际生产中,通过使用新刀,试验发现刀具的折损集中发生在加工第6个零件的最后几个槽的过程中,我们只需在第5个零件加工结束时,进行主动的换刀,就能有效地避免刀具的折损。
3.结语
实践证明,虽然锯片铣刀在结构上的特点,导致因刀具切削刚性不足、排屑不畅及刀具系统激振等情况产生的切削不利,在实际生产中对刀具的折损影响较大,但只要做到控制好刀具的磨损状况,主动换刀,并结合上述改进方法,就能够有效地避免锯片铣刀的折损现象,从而保证零件的加工质量,降低加工成本。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。




