
作者:郑建华
单位:秦川机床工具集团股份公司
来源:《金属加工(冷加工)》杂志
随着科学技术的进步和发展,对零件加工精度和生产效率提出了更高要求,高速磨削技术显得更加重要,实现高速化的关键部件仍是主轴单元。砂轮法兰轴与磨具主轴采用锥面、端面过定位结合,有效接触面积增大,并从径向和轴向进行双面定位,大大提高了法兰与主轴的结合刚度,克服了传统联接方式在高速旋转时刚度不足的弱点,但这种结构制造难度大。
YK7230ZX磨齿机磨具就采用这种结构,如图1所示。理论设计锥面与端面同时接触,所以内外锥零件只给了大端名义尺寸,并没有给公差,只有依靠工艺保证。参照我公司前几次经验,在锥面接触良好的前提下,轴向留0.02~0.04mm间隙,通过拉紧螺钉拉紧后,基本保证锥面与端面同时接触,使用效果良好。

图1 零件
原先现场加工采用通用环塞规控制,只是外锥零件用的环规大端尺寸做小,使环规大端端面与零件肩面留出一定距离,塞尺控制轴向尺寸以使两端面间留0.02~0.04mm间隙,内锥零件相对好控制一点。有时现场甚至采用两零件互配,加工效率低且零件互换性差,最主要的是测量不精确。
认真分析了以往工装的弊端后,对其做了较大改进。对于内锥零件,设计做了工作用塞规,此塞规大端端面与塞规做成分体式,便于制造。并配有对表用环规,这套环塞规锥度及大端端面互配(大端尺寸相同,锥面与端面复接触)。工作用塞规端面板180º方向上装有两个千分表,以防锥面接触倾斜。测量零件前先与对表用环规接触,对好两千分表零位,再测零件,在锥度一致的情况下磨削零件,直到两千分表零位与先前对好的零位相同即磨好。如图2、图3所示。
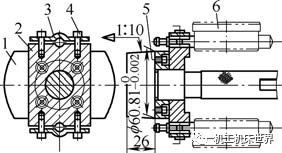
图2 工作用塞规
1.端面板 2.表座 3.压环 4.螺钉
5.塞规 6.千分表

图3 对表用环规
对于外锥零件,设计做了工作用环规,并配有对表用塞规,设计原理和操作与内锥零件一致。如图4、图5所示。
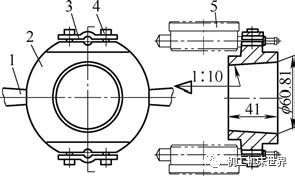
图4 工作用环规
1.手柄 2.环规 3.压环 4.螺钉 5.千分表
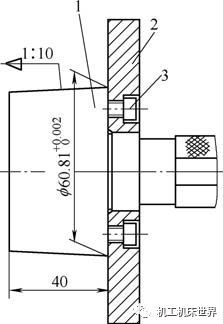
图5 对表用塞规
1.塞规 2.端面板 3.螺钉
在这两套工装中,测量内锥用的工作用塞规大端尺寸公差为-0.002~0mm,测量外锥用的工作用环规(见图4)大端尺寸公差为0~+0.002mm,以保证最大轴向间隙0.04mm,最小间隙为0,且0.002mm的公差依靠三坐标测量机能够准确测量。最终保证了两零件端面间轴向间隙不大于0.04mm。
工装经车间使用证实, 能准确控制内外锥零件大端轴向间隙,保证产品装配后锥面和肩面同时接触,使用方便,在公司内部得到了广泛推广应用。




