
为使读者对激光刀模装刀工艺及制作步骤有更深入的、更直观的认识,以下分别以常见的五类基本产品为例,按制作顺序解说其手工制作步骤,这五类产品分别是:①圆(椭圆);②方框(圆角、直角、单刀、双刀);③挂孔;④包装盒(对插、扣底、自动扣底);⑤异形图案。
读者如熟练掌握这些基本产品模具刀片的手工制作方法,则可触类旁通,在缺少电脑自动弯刀机的状态下,也可完成其他模切刀版的制作,至于高要求的电子刀模的制作,则需经过大量的练习,不断的提高,以精益求精的态度日积月累,使装刀技术达到炉火纯青的境界,方能合格地完成电子刀模的制作。
在解说产品手工制作步骤前,先要给大家讲述有关装刀操作的注意事项及动作要领。
一、装刀操作的注意事项及动作要领
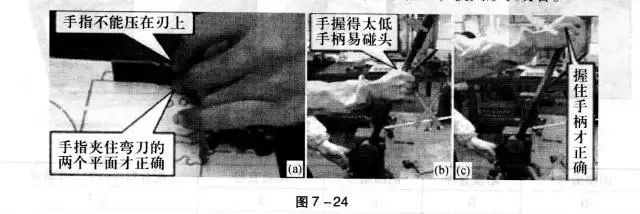
1.在已弯制的刀片、已切割的基版上比刀时留意手指应夹住刀片的两个侧面而不可压在刃上,如图7-24 (a)所示,按图(a)进行弯刀形状与已切割缝隙形状比对,比对时,若发现弯刀的形状不符合切割缝隙,则需要用手动弯刀机撞刀,使其形状吻合。
激光刀模
2.冲桥:经过反复撞刀、比刀,直到弯刀形状与已切割的缝隙形状吻合后。再在刀、线上打桥位的位置,应比对版上对应的桥位,选取能配合的桥位切口尺寸,选取桥位冲头配件。在刀、线上打桥位应按图7-24 (c)所示的握柄方式,打桥位,不应按图(b)的握柄方式。
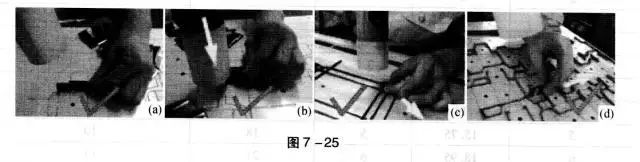
3.入刀(或入线)扶持:应按图7-25 (a)所示方式扶持刀(或线),不能把手指放在刀刃上(或棱线)上。入刀(或人线)下锤应按图7-25 (b)方式下锤,不能直接猛砸下锤,一旦刀(或线)立稳,即移开扶持之手。人短刀(短线)扶持应按图7 -25 (c)和(d)的方式,若食指不拿住短刀,则食指应远离短刀。
装刀
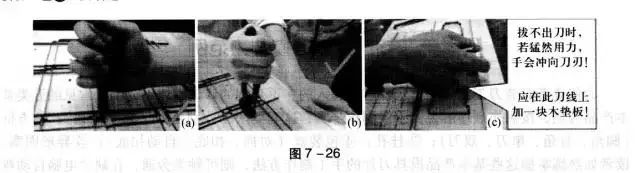
4.修驳口:按图7 - 26 (a)所示方式用尖嘴钳修整、对齐刀刃驳口,但不能碰伤刀刃。
激光刀模修刀口
5.拔刀:返修需要时,应按图7 -26 (b)方式进行拔刀,一只手握钳、另一只手扶稳版边,试探着用力。拔不出刀线,需加大用力时,不能按图(c)方式用猛力。应在用猛力前,在手可能冲向的刀线上放一块木垫版,做好防护!
二、产品为圆的刀模制作步骤
尺寸一般通过目测来制作,精度要求高的使用卡尺或投影仪检测。
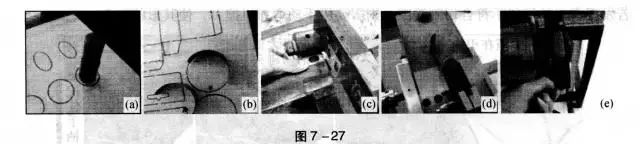
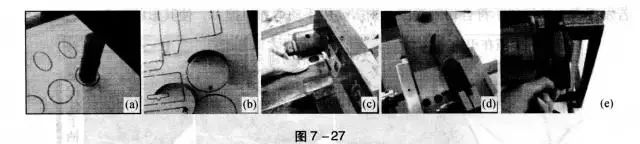
1.第一步选模。根据圆产品的尺寸,找出相应模具,如图7-27(a)所示,具体配模规律见表7-1说明(留意表中所得结果为厚0.7mm的刀片)。
激光刀模弯刀

说明:
①根据模切版图形,选择对应模具弯压产品。
②选择阳模与阴模弯压批量产品时,阳模与阴模一般首先选择对应编号使用。
③选用模具以阳模为准,阴模可根据需要任意选用。
④以上模具阳模为基本配置,可根据产品需要另行配制。
2.第二步用废刀试压一段圆弧核对与产品弧度是否吻合,如图7 -27 (b)所示,来判断所选的模具是否适合。
激光刀模
3.第三步按产品周长长度裁切刀片材料,其长度可在绘图软件中得出或根据圆的直径算出,切刀如图7-27 (c)所示。
4.第四步先将直刀的两头弯压成半圆,如图7-27(d)所示。压好后在砂轮机上磨平接口,如图7-27(e)所示。
5.第五步从中间向两头弯压[图7 -28(a)]使圆密合[图7-28(b)]后,弯刀工序完成。
刀模
6.第六步制刀完成后[图7-28 (c)],跟版上图形核对或用卡尺检测尺寸是否合格[图7-28(d)],合格后使用胶锤敲击嵌入版中,如图7-28(e)所示。
三、产品为方框的刀模的制作步骤
以下分别以直角方框与带R角方框的制作过程为例进行分步解说,尺寸一般通过目测来制作,精度要求高的使用卡尺或投影仪检测。
1.直角方框制作步骤
(1)第一步安装长方向的直刀:首先比照基版切缝长度用标记工具(划刀)在刀片材料上刻上记号[图7 -29 (a)],用平切机在刻度上过定位裁切所需长度[图7-29 (b)],确认长度是否适合[图7 -29 (c)],确认长度适合且打桥位后[图7-29 (c)]嵌入版中[图7 -29 (d)]。

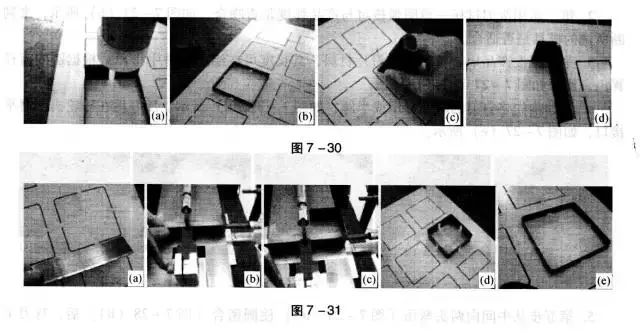
(2)第二步宽方向的刀材要切出鹰嘴进行衔接。切出长度适合的刀片,嵌入版中完成制作[图7-30 (a)和(b)],根据刀的角度不同选择不同的切鹰嘴的切刀机来切,保证接口质量密合平齐。
2.带R角方框制作步骤
(1)第一步选模用刀试压一个R角确认看所选的模具是否合适[图7- 30(c)和(d)]。
(2)第二步按产品周长长度裁切刀片材料,其长度可用软件计算,或用划刀按图形长和宽方向比对标记出,如图7 -31(a)所示,留意比对标记的起始及结束点均为R角的中点,然后进行平切裁剪。
(3)第三步在手动弯刀机上定位制作,如图7-31 (b)和(c)所示。
(4)第四步产品弯压完成确认尺寸适合后,进行打桥位,桥位打好[图7-31(d)],嵌入版中[图7 -31 (e)]。
四、产品为包装盒的刀模的制作步骤
所有要通过侧向搭接的刀要切鹰嘴进行衔接,尺寸一般通过目测来制作,精度要求高的使用卡尺或投影仪检测。
1.第一步制作粘边直刀,操作见直角方框制作步骤,效果见图7 -32 (b)。
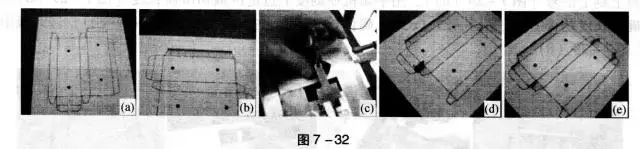
2.第二步制作盒头锁扣刀(“7”字刀):先用弯刀机弯压成900后,垫刀裁切完成“7”字刀的前端,再依次比对完成“7”字刀的外侧900位及防尘翼与盒盖间的转折位成型[图7 -32 (c)],比对确认是否适合,打桥位嵌入基版切缝中[图7-32 (e)]。
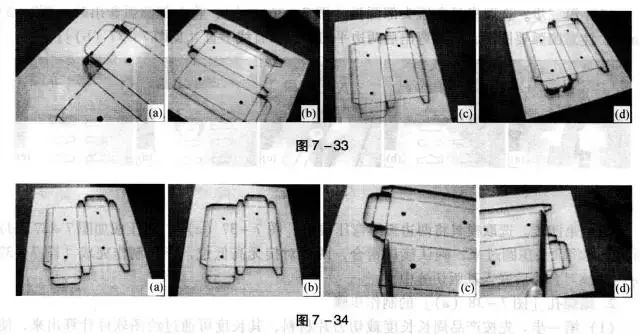
3.第三步制作防尘翼刀位(耳朵刀位),选择合适模具,弯压成型后比对确认[图7-33(a)],确认适合[图7 -33 (b)],打桥位嵌入基版切缝中[图7-33 (c)]。
包装盒刀模
4.第四步制作盒头插舌刀位,选取合适模具弯压成型[图7-33 (d)],确认适合后,打桥位嵌入基版切缝中『图7 -34 (a)]。
5.第五步制作直刀和粘口刀位,直刀裁切合适长度,粘口刀先裁切成两头双鹰嘴交于直刀刃线后,用直角模具定位弯压合格打桥位装入版中[图7 -34 (b)]。
6.第六步修整即用挫刀修理长出来的刀,使接口处平齐[图7-34 (c)和(d)]。
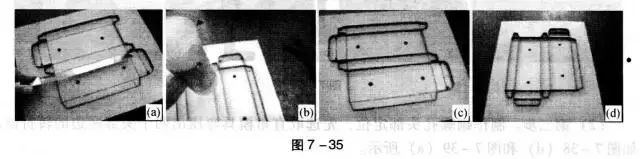
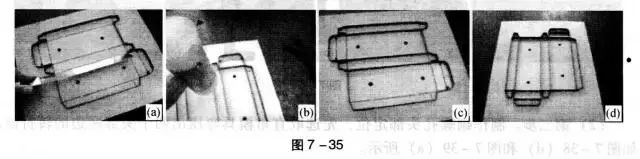
7.第七步制作并嵌入压痕钢线。裁切压痕钢线时注意先长后短的顺序,即先裁长度较大处压痕位材料[图7 -35 (a)],后裁长度较短处压痕位材料以避免浪费,材料裁切长度一般可比压痕位短0.1~0.15mm,避免嵌入时将已安装好的刀位顶弯。整个嵌入压痕钢线的过程及效果,如图7 -35 (b)、(c)和(d)所示。
彩盒刀模
彩盒刀模




