
如图所示,这是今天所要加工的零件图-薄壁椭圆加工。通过完成该零件的仿真加工,掌握椭圆的数控铣削编程与加工方法。
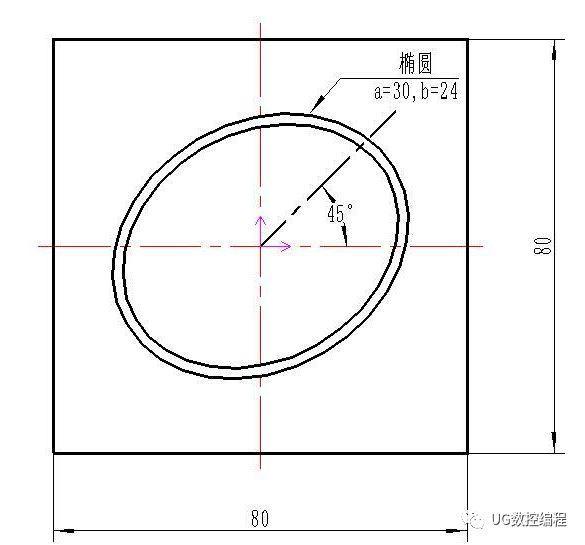
从本次任务图可知,该椭圆旋转了45°,铣床中有专门的旋转指令G68,在编程时可按照未旋转之前的进行编程,加一个旋转指令即可,因此编程十分方便。
通常,在数控铣削中,对于椭圆的手动编程一般可采用参数方程:x=a*sin(θ),y=b*cos(θ)。在宏程序中,θ从0化到360,每次变化都要通过参数方程计算出一个点坐标,采用G01进行直线插补即可,椭圆方程如下:
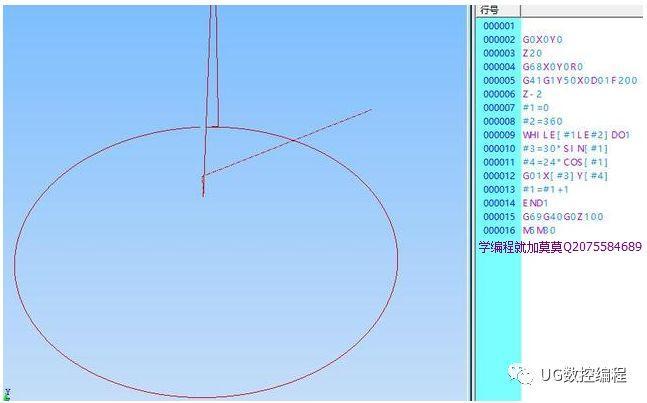
G54G69G90G94M03S3000
G0X0Y0
Z20
G68X0Y0R0
G41G1Y50X0D01F200
Z-2
#1=0
#2=360
WHILE[#1LE#2]DO1
#3=30*SIN[#1];X值
#4=24*COS[#1];Y值
G01X[#3]Y[#4]F200;直线插补
#1=#1+1;控制变量
END1
G69G40G0Z100
M5M30
仿真加工过程如下,注意控制刀具的下刀点。
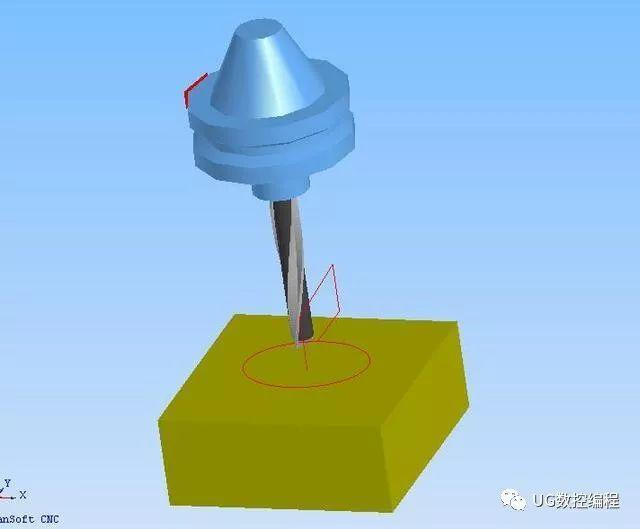

在外椭圆加工完毕后,内椭圆和外椭圆之间为2mm的薄壁。只需要,控制一下下刀点的位置,修改一下刀补数据,即刀直径+壁厚,即可加工出内椭圆,请思考一下该数值?

今天主要讲解了如何在数控铣床中加工椭圆,通过任务的实施详细讲解了椭圆的编程过程,有图有真相~~




