
1 前言
硬质聚氯乙烯(简称PVC —U) 微发泡挤出材料具有与木材相类似的“微泡”组织结构, 泡孔尺寸0.1μm~10μm。其外观和性能与天然木材极为相似且优于木材, 素有“合成木材”之美称。自20 世纪末以来, 在发达国家建材市场上发展迅猛, 是很具竞争力的新材料之一[1 ] , 一些发展中国家已经或正在把该项技术列为科技攻关和发展的前沿技术, 并逐步推广应用[2 ] 。微发泡挤出生产的各种异型材和板材, 如仿木地板、护墙板、顶板、汽车用板、船舶用板等是该产品系列中的典型产品。它们是以PVC 树脂为主要原料,加入适量的稳定剂、发泡剂, 利用改进型的普通单螺杆挤出机和专用发泡模具, 一次性挤出木纹结皮微发泡板材或自由发泡板材。仿木纹结皮微发泡挤出是20 世纪末开发出来的一种新技术, 发泡、结皮、仿木纹一次成型。我国有关科研单位相继开发并推广应用[3 ] , 产品性能已达到世界先进水平。
2 特性和应用
2.1 板材的优点
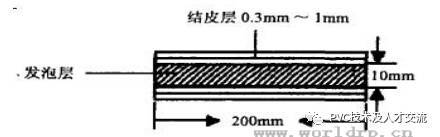
通过改变挤出模具、选用不同的发泡工艺(结皮发泡工艺或自由发泡工艺) , 可开发出各种PVC 微发泡异形板材, 结皮厚度为0.3mm~1mm , 发泡倍率小于5 , 表面坚硬耐磨, 木纹逼真, 可免涂油漆。
(1) 节约原材料、成本低 微发泡板材的密度为0.4g/ cm3~0.7g/ cm3 , 为普通PVC 板材的25%~50%。单位体积耗料少, 价格低, 符合当今世界节能、节材的要求。
(2) 强度高、寿命长 由于微孔结构的稳定性,保证了材料的力学性能, 微发泡无残余应力, 产品的尺寸稳定性好, 耐压, 冲击性能明显增强, 克服了普通PVC 制品易破损、木材强度低的缺陷, 使用寿命可达30 年以上。
(3) 优良的物理化学性能 该材料具有耐腐蚀、耐湿、阻燃、隔热、绝缘等独特的性能, 应用领域广。
(4) 易二次加工 该材料可根据不同用途加工成各种规格, 施工方便、快捷、费用低。易进行粘结、锯、刨、钻、削等二次加工。
(5) 节能、环保 采用无毒配方和非液体助剂,产品基本上无挥发物, 属于绿色环保型材料。以塑代木, 节约森林资源, 使用l m3 发泡板材可以节约1.7m3 圆木, 有利于维护生态平衡。
2.2 板材的主要性能
对产品进行测试, 结果都达到或超过表1 中的测试指标。

2.3 板材的应用
微发泡板材具有优良的特性, 可广泛应用于室内装饰, 作为包装材料及配电房、汽车、船舶用板以及公共场所地板等。
3 生产工艺及设备
3.1 生产工艺流程
[ PVC] + [ 发泡剂] + [ 稳定剂] + [ 其他助剂] →[高速混合] →[微发泡挤出] →[真空定型] →[冷却] →[牵引] →[切割] →[堆集]
3.2 生产设备及参数
高速混合机 SH —200L北京建成橡塑机械厂
冷搅拌机 500L 日本川田
造粒机 SJ —90 无锡塑料机械厂
发泡挤出机 SJF80 ×24 北京建城橡塑机械厂
真空成型机 JCD —5000 北京建城橡塑机械厂
牵引机 SCQS —1450 北京建城橡塑机械厂
自动切割机 JCJH —300北京建城橡塑机械厂
3.3 板材截面形状
4 配方设计
4.1 树脂的选择
根据产品的特性、挤出机的加工行为、泡孔稳定性、物料的粘度对制品物理机械性能的影响,选择适合微发泡的PVC 原料。经实验确定PVC —S700 作为硬质PVC 发泡挤出的基础原料,其发泡行为稳定,泡孔结构好。
4.2 发泡剂及对制品的影响
AC 发泡剂与PVC 相溶性及分散性好,发气量大,分解速度快,适合结皮或自由发泡工艺。分解时放出热量易使周围熔体粘度下降而发泡。一般用量为0.2 %~1.0 % ,选择0.3 %~0.6 %为宜。用量过多因发气量过大,易引起表面凹坑或凸泡,影响外观质量,降低产品的综合性能。反之,用量过低,则不能起到微发泡效果,使制品成本上升。
4.3 发泡助剂与稳定剂
经DSC 测试,AC 发泡剂的原始分解温度为195 ℃~220 ℃,需要配以发泡助剂,降低分解温度(l60 ℃~l70 ℃) ,使其与PVC 挤出温度相近。为保证PVC 的热稳定性,PVC 发泡体系需要更多的稳定剂用量。本配方采用PVC 稳定剂和发泡助剂为一体的复合稳定体系。目前,有两种复合体系,即稀土类和铅钡盐类复合稳定体系。稀土类无毒复合稳定剂在我国已得到广泛应用[4 ] 。因此选用无毒或低毒的稀土类稳定剂和发泡助剂体系,符合环保要求。
4.4 泡孔调节剂
为了提高PVC 混合料的熔体强度及延伸性,稳定地控制发泡过程,采用泡孔调节剂,使发泡时气体向外膨胀的压力与泡孔壁熔体强度达到动态平衡,有利于形成细小的泡孔。泡孔调节剂还能调节熔体粘度,从而有效控制制品的微发泡结构,将密度控制在0.7g/cm3 以下,实验证明选用ZB —530 作为泡孔调节剂具有较好的功效。
4.5 填充剂与成核剂
CaCO3 既为填充剂又可作为发泡成核剂,加入适量CaCO3 有利于改善制品的表面质量,有助于形成均匀的泡孔并保持泡孔结构稳定[5 ] 。过量填充会使冲击强度下降。用量过少或不加成核剂,在发泡过程中只有少量的气泡而且气泡会迅速增大,引起泡孔不均而影响产品质量。CaCO3 用量为5phr~10phr (质量份,下相同)。
4.6 配方设计
根据反复实验确定PVC 微发泡板材的基础配方如下(phr) :PVC—S700,100; ZB—530,5~7; AC,0..3~0.6; CPE,2~4; 复合稳定剂,FPX(或RCE),6~8; PE蜡,0.2~0.5; CaCO3 (600 目),5~10。
5 工艺条件对制品性能的影响5.1 原料的混合和造粒
将经过计量的原料投入高速混合机进行捏合,为防止提前发泡,搅拌温度一般控制在l00 ℃~110 ℃。各种助剂与PVC 混合均匀后,放到冷搅机中冷却至室温,出料备用。造粒是生产中非常关键的工序,要求物料基本塑化但不提前发泡。提前发泡的粒料会影响泡孔结构的稳定性、制品的密度及其综合性能。造粒挤出机螺杆结构与普通挤出机螺杆有所不同,压缩比在2.5 左右。挤出温度在130 ℃~150 ℃,在操作中由于摩擦热的产生,实际造粒过程要观察其粒料的外观进行调整。
5.2 挤出工艺条件对制品性能的影响5.2.1 螺杆转速对制品性能的影响
在硬质微发泡PVC 型材挤出时,螺杆转速对温度产生影响,而温度的高低很大程度上影响着微发泡型材的物理性能。螺杆转速越高,摩擦热越大,温度上升加快,给工艺控制带来困难;相反,螺杆转速过低,摩擦热小,可避免物料过热分解,但对熔融塑化不利,还会降低生产效率。因此在相同配方下,微发泡型材的挤出产量与螺杆转速成正比。不改变其他条件,只适当加快螺杆转速,结果微发泡板材的密度随转速加快而降低。如果螺杆转速适当降低,其密度会明显上升。实验表明,生产微发泡板材的螺杆转速应根据结皮发泡和自由发泡的不同工艺方法而定,挤出速度一般不超过4mPmin ,即螺杆转速为5rPmin~12rPmin。

5.2.2 挤出温度与微发泡效果的关系
生产优质微发泡产品的关键是应注意发泡物料的加工行为,控制适宜的加工温度。在挤出发泡中要求熔体的行为、发泡剂的分解程度与泡孔的形成相适应。这可通过严格控制挤出成型温度来实现。不改变发泡剂的用量,适当提高温度,熔体中气体的溶解度就增加,可促进泡核的增长。但温度过高会使熔体强度降低,导致不规整泡孔的产生或泡孔塌陷。理想的机筒温度是在均化段使大部分发泡剂分解。如发泡剂在机筒中过早分解,物料不能全部包裹发泡气体,部分气体从低压区逃逸。
熔体通过机头和口模,其流速随压力和温度变化易出现波动,导致型材厚薄不均。机头和口模温度的控制原则为: (1) 适当的温度能把熔解的气体继续保持在熔体中(在一定的压力下) ; (2) 恰当的温度调节,能保证熔体在型腔中稳定流动。一般情况下机头及口模温度不得高于机筒温度。各段挤出成型温度为:
5.2.3 机头、模具结构对微发泡制品的影响
机头是口模与机筒的连接部分,其流道的长度和形状取决于物料的种类、制品的断面形状、加热方法、挤出机的规格。机头和口模结构是否合理,对制品的质量和产量影响较大。
(1) 熔融物料的流道不能有死角,成流线型,表面光滑(粗糙度Ra < 1.6μm) ,避免象PVC 这样的热敏性物料出现焦料;
(2) 保持一定的压缩比,以形成足够的压力使得制品致密。物料在机头和口模之间,压力下降速率低时,泡核形成与长大同时发生,有利于泡核形成,到达模口后,压力降速率加大,在定型套中保证高微孔密度。
5.3 结皮发泡技术
制品的表层在定型套的急剧冷却作用下,表面气泡来不及膨胀就被固定下来,由于内部熔体压力的作用,在模具表面形成密度较高的光洁表面,通常称结皮,从而形成结皮发泡产品。表皮的厚度通过调节温度和挤出速度来控制熔体压力而改变。
5.4 仿木纹技术
仿木纹是通过塑料熔体的颜色差、粘度差、流速差将木材的纹路表现到制品表面。在造粒过程中,生产出两种以上不同颜色的粒料,采用不同比例加之适当的工艺控制,可仿制出红木、柏木、榆木、水曲柳等木纹的发泡板材,其仿真效果取决于配比和工艺条件的选择。
6 结论
(1) PVC 微发泡板材是一种新的节能环保型材料,性能优良,具有广阔的发展前景;(2) 在PVC 微发泡仿木结皮板材生产中,配方是决定制品性能的关键。要求适量的发泡剂、低毒或毒的高效复合稳定剂和助剂三者有协同增效作用,加速发泡剂的分解,才能生产出高品质的仿木材料;
(3) 选择适合生产PVC 发泡产品的造粒、挤出、成型设备,严格控制混料、造粒、挤出、冷却定型、牵引工艺参数,对制品的品质起着至关重要的作用;
(4) 按上述设备、工艺生产的PVC 微发泡仿木结皮板材表面光滑, 截面发泡细密均匀, 平均密度为0.45gP cm3 ~0.50gPcm3 ,各项性能均达到国际先进水平。
声明:本文来自网络,只为学习交流,无商业目的
因为有你,我们将更加精彩!




