
摘要:纤维素酶一般用于处理针叶浆,实验表明,用于处理阔叶浆也能得到有益的效果。
造纸工业能耗较高,如打浆电耗约占造纸(不含制浆)总电耗的20%左右。而打浆前用酶对纸浆进行预处理可以降低打浆能耗,改善成纸性能。实验中对比了两种国产纤维素酶分别对按木漂白浆进行预处理,比较打浆度、保水值和成纸物理性能的变化。
1 纤维素酶的特性
实验所用中性纤维素酶和酸性纤维素酶的酶活均在pH值为7、温度55℃下测定,酶活见表1。
2 酶预处理
取已疏解的30g(绝干)漂白硫酸盐桉木浆,利用两种纤维素酶,在酶用量0.4IU/g、pH值为7、温度55℃、浆浓4%的条件下进行处理。
预处理在聚乙烯袋中进行,药品与浆料混合均匀,并调好浆浓和pH值后放入恒温水浴锅中,开始计时,直至反应所需的时间。酶处理完后,煮沸灭活,然后洗浆待用。
3 打浆和抄片
用PFI型磨浆机分别对酶预处理样和空白样进行打浆,打浆浓度为10%,磨浆间隙0.20mm。打浆后浆料在抄片器上进行抄片,手抄片定量为60g/m2。图1是桉木浆用两种纤维素酶在相同条件下处理后和未处理浆在不同打浆转数下的打浆度曲线。
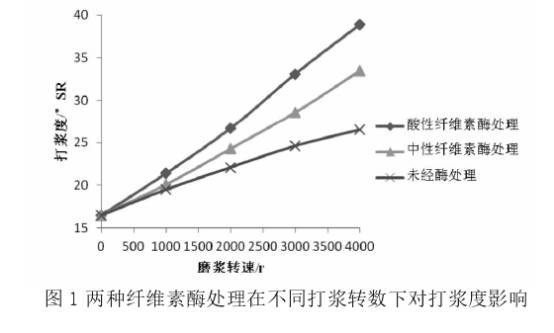
在相同的打浆转数下,使用纤维素酶处理的浆料可以获得较高的打浆度,这表明浆料经酶处理后变得更容易打浆,打浆度上升的更快。
4 纤维素酶预处理对纸浆强度性能的影响
利用PFI磨打浆至28°SR左右,实验结果如表2所示。
经过酶预处理的浆样其抗张指数和耐破度较空白样有较大的提高,但撕裂指数略有降低。
5 优化的酶处理条件
两种打浆酶的预处理最佳工艺条件是,酸性纤维素酶用量为1.2 IU/g,酶处理时间为90min,酶处理温度55℃,酶处理pH值5。中性纤维素酶用量为4.8IU/g,酶处理时间为90min,酶处理温度55℃,酶处理pH值7。
实验结果如表11所示。
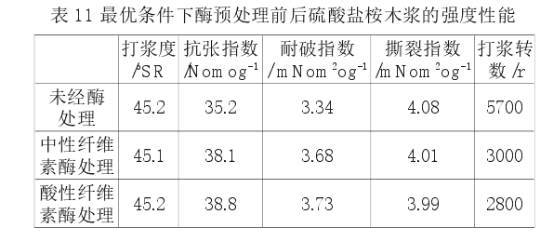
总之,在打浆前对硫酸盐桉木浆用纤维素酶进行预处理,能够改善纤维的润涨,增加纤维的分丝帚化,与未经酶处理的纸浆相比,在降低打浆能耗的同时提高纤维间的结合力,改善纸浆的物理强度。但会在一定程度上加剧纤维的切断,导致撕裂指数的降低。
作者:万周原野马乐凡李洪兵




