
摘要:
介绍了三乙胺冷芯工艺的特点,分析了原砂对冷芯树脂砂质量的影响以及温度对混碾效果的影响。研究了树脂对芯砂抗拉强度的影响,包括树脂加入量对芯砂强度的影响和树脂两组分配比对芯砂强度的影响。
关键词:三乙胺;冷芯;树脂砂
三乙胺冷芯工艺是美国亚什兰公司1968年发明的一种新型制芯技术,具有节约能源、砂芯尺寸精确、发气量低、溃散性好和生产效率高等诸多优点,因此在国际上得到迅猛应用、发展。笔者公司自上世纪80年代末建厂以来,先后从西班牙、德国等引进14台制芯机和1套制芯中心,为一汽解放、轿车和大众等公司主流车型提供缸体砂芯百余种,生产缸体一千多万件,期间遇到一系列有关冷芯砂质量方面的问题,经过多年探索,获得一些经验心得,介绍如下。
原砂对冷芯树脂砂质量的影响
三乙胺冷芯工艺所用原砂范围较宽,可以是石英砂,也可以是铬矿砂、陶瓷砂等一系列特种砂,由于该工艺受化学反应和物理条件的限制,对原砂粒度、粒形、含水量、含泥量、灼烧减量及需酸值等方面均有自己的特殊要求。它不仅决定了冷芯树脂砂的工艺性能,而且直接关系到铸件质量的优劣,具体如下:
(1)冷芯树脂中的异氰酸根(-NCO)能与水分发生水解反应,如原砂水分过高,不仅会降低砂芯强度和可使用时间,还会使铸件产生气孔、皱皮等缺陷。同时,水分还与温度有着密切关系,在高温、高湿环境中,水分对强度的破坏程度将成倍增加,几乎呈线性关系,因此,需要对原砂水分进行严格控制,越低越好。
(2)原砂需酸值高说明碱性杂质过多,会加快反应速率,弱化芯砂强度,降低流动性,缩短可使用时间,资料表明需酸值尽可能低,控制在0~10 mL。
(3)原砂粒度和粒形均会影响冷芯树脂砂的流动性和透气性,适宜的粒度和圆球形砂粒能够促使芯砂流动性突出,砂芯致密度高和透气性好,能够减少铸件内腔断芯、烧结和气孔等缺陷。
(4)原砂含泥量的控制非常重要,芯砂的抗拉强度随含泥量的增加而降低,且呈一种几乎直线下降的关系,含泥量高,会降低砂芯强度,增大树脂用量,导致砂芯发气量增高、成本增加。
(5)原砂灼烧减量偏高,不仅能使芯砂发气量加大,还会降低砂芯的强度和耐火度,使铸件内腔产生的烧结、粘砂及气孔等缺陷倾向增加。
笔者公司经过多年的生产与试验,最终制定出合理石英砂的技术标准。该标准除SiO2含量外,同样适用于特种砂的技术要求。
温度对混碾效果的影响
原砂温度和树脂温度,二者对三乙胺冷芯树脂砂性能有很大的影响。三乙胺冷芯工艺理想温度应控制在15~25 ℃,由于受生产条件的限制及突发性事故的影响,很难保证砂温完全控制在这一理想范围之内。砂温和树脂温度过低时,树脂的混砂粘度会增大,不易包覆在砂粒表面,树脂的交联反应能力也会因温度过低而变弱,导致强度低,废芯率高,此时应调整混碾工艺,增加混碾时间和加入量;温度过高时,树脂的混砂粘度会显著减小,极易包覆在砂粒表面,树脂的交联反应能力也会因温度较高而增强,造成砂芯强度高,砂芯脱盒困难,影响生产效率,恶化环境,这种情况下也应调整混碾工艺,适当降低树脂加入量或减少混碾时间,但一定要保证砂芯的终强度和混碾的均匀性。在满足工艺要求的条件下,还应缩短芯砂可使用时间。
砂温和树脂温度过低或过高这2种现象,均影响砂芯质量和生产效率,应根据砂芯形状和质量及时调整,掌握好树脂加入量与混碾时间,以及二者之间的适宜性。
当砂温和树脂温度过高,需减少树脂加入量或混碾时间时,会造成砂芯终强度偏低或混碾不均,铸件易形成断芯废品,此时应尽量调整生产方式和加强设备改进,以保证二者的温度,满足工艺要求。
树脂对芯砂抗拉强度的影响
树脂同原砂一样,是决定三乙胺冷芯砂性能好坏的关键性材料,根据国标方法检测异氰酸酯中的异氰酸根(-NCO)含量,国内三乙胺法冷芯盒树脂技术指标一般要求异氰酸根质量分数在23%~26%。笔者公司使用苏州兴业材料股份公司的产品,组分Ⅰ酚醛树脂的型号是XIL-318M;组分Ⅱ聚异氰酸脂的型号是XIL-618M,异氰酸根平均质量在24%左右,满足冷芯树脂要求。但树脂的加入量在国内外尚无统一的技术标准,为此,笔者公司应用现有技术条件,试验性研究了树脂对芯砂强度的影响。
典型铸件缺陷分析及对策
三乙胺冷芯树脂砂由于自身的工艺特点,砂芯强度与其它类型树脂砂芯相比偏低,铸件易产生断芯、烧结及脉纹等铸造缺陷,尤其是复杂的薄壁缸体水套芯和油道芯更为突出。笔者公司生产的一系列缸体毛坯均属于典型的薄壁铸件,水套的主要壁厚为3.5 mm左右,在先后开发和生产过程中遇到一系列有关树脂砂方面的质量问题,现列举3个典型案例加以分析。
EA113缸体水套断芯缺陷分析及对策
2007年5月,EA113缸体水套突然出现批量断芯缺陷(见图1),风动铣刀及其它清理工具对其无用,严重影响了发动机缸体内腔冷却水循环,必须做报废处理,仅此单项废品率有时高达10%,且一直居高不下,严重影响了经济效益和质量信誉。
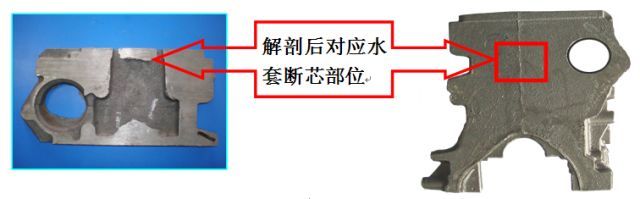
图1
对每道工序认真排查后,发现原砂(石英砂)需酸值过高。一方面说明了原砂中长石、云母、铁的氧化物等杂质过多,擦洗不净,影响芯砂强度及流动性;另一方面也表明了原砂中碱性物质过多,从而弱化冷芯盒树脂中的组分Ⅱ聚异氢酸脂,使其不能和组分Ⅰ酚醛树脂充分反应,生成氨基甲酸脂树脂彻底固化砂粒,并且催化两组分反应,影响芯砂流动性,缩短芯砂可使用时间。上述两方面都能削弱水套砂芯强度,导致产生断芯缺陷。
EA111缸体水套脉纹缺陷分析及对策
EA111缸体属于典型薄壁铸件,为保证铸件成型,采用1 450 ℃高温浇注,造成水套内腔严重的脉纹缺陷(见图2),严重影响铸件的清理节拍与内腔质量。

图2
笔者公司从硅砂高温晶变膨胀方面考虑,采用低膨胀率或无高温膨胀的特种砂替代硅砂(如铬铁矿砂、陶瓷砂和高温焙烧砂),减少了由熔融金属热引起的砂粒膨胀,有效地抑制水套砂芯龟裂现象。
EA888缸体油道气孔缺陷
EA888缸体自投产以来,上箱油道内腔产生气孔的几率一直居高不下,穿透性气孔(见图3)占气孔废品的70 %左右。笔者公司怀疑可能是因芯砂发气量高造成的。

通过调整树脂加入量及两组分比例,EA888缸体油道气孔缺陷有减缓趋势,但只从这方面想彻底解决该类气孔缺陷是困难的,笔者公司后续又通过优化浇注系统和排气系统,降低型砂发气量等多项工艺措施后,问题才得以解决。
结束语
笔者公司历经近30年对三乙胺冷芯工艺的生产与研究,发现树脂砂质量的好坏是决定砂芯质量及铸件质量的关键因素,而影响树脂砂质量的因素非常多,应严格执行工艺流程和优化生产过程。
作者简介:
乔沨(1973. 12-),毕业院校:吉林大学,现工作单位:一汽铸造有限公司铸造二厂,助理工程师,主要从事制芯车间的生产、质量及管理等方面的工作。
本文摘自《2017年中国铸造活动周论文集》,未经允许,不得转载。更多精彩文章请关注“铸造快讯”微信公众号。
2018中国铸造活动周 兹定于2018年11月15日-17日与“2018中国铸造工业展”在苏州国际博览中心同期、同地举办。
【征文范围】
1.基于“绿色铸造”理念的铸造新技术、新工艺、新材料、新产品、新设备的实践、开发与应用;
2.优势前沿铸造技术,涵盖数字化、网络化、智能化铸造等方向;
3.铸造领域涉及的节能、减排、环保等方面的措施、技术及设备开发与运用;
4.铸造企业管理、质量控制、行业标准化;
5.涵盖铸造行业各领域的发展趋势及市场前景预测文章与报告;
6.其他涉及铸造领域的理论、技术、研发与市场方面的文章与报告。
【征文要求】
1. 论文内容必须是未曾在国内外刊物或论文集上发表过,论文原则上不超过6000字。
2. 论文用Word格式提交,文中表格采用三线表,照片应附原件或者采用扫描文件。
3. 论文内容要完整,应包括中英题目、中英摘要、关键词、正文、结论和参考文献。
4. 作者信息应包括第一作者简介、详细的通讯地址以及电话和电子邮箱。
【截止时间】
摘要:请在2018年7月31日前将中英文摘要发送到指定邮箱:wangyunxia@foundrynations.com.摘要应控制在500字以内,不含图表。
全文:截止日期为2018年8月31日
铸造全流程解决方案集中展示
行业权威,顶级荣誉
政策解读,热点话题
尖端科技,前沿应用
科技孵化,校企合作
引领发展,标准先行

联系方式
会议
中国机械工程学会铸造分会
王云霞 女士
电话:024-25852311-307
邮箱:wangyunxia@foundrynations.com
展览
中国机械工程学会铸造分会
曹秀梅 女士
电话:024-25850149 / 25852311-356
邮箱:cxm@foundrynations.com
纽伦堡会展(上海)有限公司
王青 女士
电话:021-60361220
邮箱:kelly.wang@nm-china.com.cn
中国机械工程学会铸造分会上海办事处
黄蕴 女士
电话:021-5515 5026
邮箱:lydia.huang@foundrynations.com




