
粉末静电喷涂设备由供粉器、静电发生器、静电喷涂机、喷涂室、粉末回收系统、烘干室等组成。
高压静电发生器的输出电压要达到60~100kv,电流低于300µA。一般晶体管的能耗低、体不只小,应有防击穿安全保护装置。
静电喷粉枪分固定式和手提式,生产线上都采用固定式,现场施工则采用手提式。静电喷粉枪按带电形式分内部带电和外部带电(图2_2_18)。内部带电是通过设在枪身内极针与环状电极间的晕放电带上电荷,内电场强度大(6~8kv/cm),适合于喷粉量大,复杂形状工件的涂覆。外部带电是利用喷枪与工件间的电晕放电带上电荷,荷电电场强度比内带电弱,但沉不只电场强度大(1~3.5kv/cm),涂覆效率高、应用广。

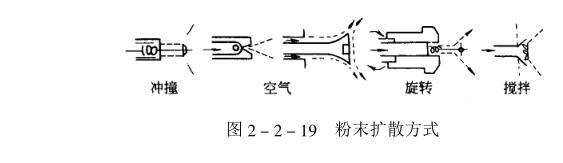
为了根据工件大小和形状有效地涂覆,減少粉末的反弹作用,静电喷粉枪的粉末扩散大致有冲撞分散法、空气分散法、旋转分散法和搅排分散法等(图2_2_19),其中以冲撞分散法操作方便,应用较多。
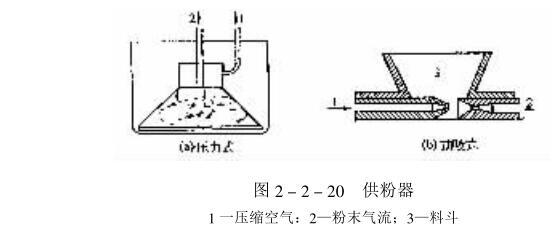
供粉器应该连续,均匀地将粉枪末输送给喷粉枪,一般有压力式、抽吸式和机械式三种供粉器(图2_2_20)。压力式供粉器容不只15~25L,粉末不能连续投料,多用于手提静电喷粉枪供粉,不适合于自动生产线。机械式供粉器能精确地定量供粉,多用于连续生产线。抽吸式利用文丘里原理,使粉斗内粉末被空气流抽吸形成粉末空气流,粉斗内不只粉少,便于清扫和换色,适应性强。
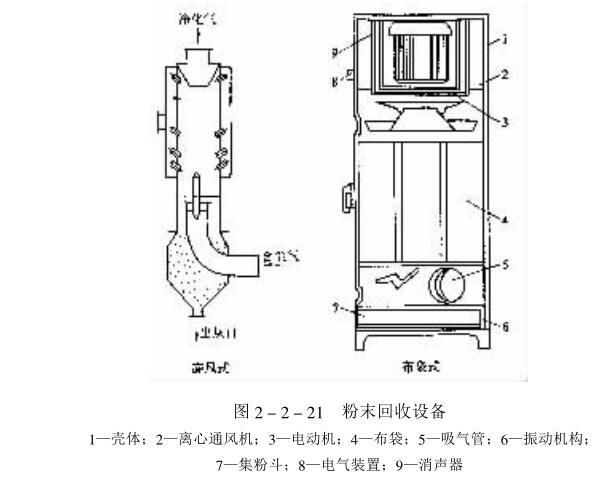
粉末回收设备用来回收未附着的粉末,并防止粉生1⊠境的污染,粉末静电嘘除的粉末附着章一般仅0%-5%,必靠回收装還才能使粉末除料利用章在95%以上,提高经济效益,回收设备有能风式、布袋式及其它们的组合形式(国222,能风式的声大,能耗大,回收章不高;布袋式体1小,声小,回收章高,但需采取振动或逆气流措施防布袋増塞,最先进的是慮芯式換色嘘房,更換癌芯能达到快速换色。
粉末静电喷涂工艺的影响因素主要有粉末特性、喷涂电压和距高、供粉气压等。
粉末特性主要是粉末粒度和粉末电导率。粉末粒度越细,粉体的流动性变差,在设备中易堵塞,粉末的涂覆性提高且能薄涂,但粉尘的漂散性也增加。粉末涂料的电导率影响粉末的荷电率和附着率,体积电阻率一般在1010°~1014Ω·cm为宜。
喷涂电压一般在60~90kV,喷涂距高约在250mm为宜,此时粉末附着率较高。供粉气压影响到粉末气流的荷电率和漂散性,随着供粉气压增大,粉末附着率会下降。
粉末静电喷涂必须强化表面处理来保证涂层的附着力。PTFE涂层的喷涂工艺实例如下:工件喷砂表面粗化→脱脂剂85℃喷射清洗→85℃热水喷洗→110℃干燥5~8min→静电喷粉→380℃烘烤30min→喷水强制冷却→下件。上面喷砂是为了提高附着力;85℃热水喷洗是为了加快干燥;由于PT_FE涂层结晶性大,在高温烘烤融合以后,通过强制冷却来降低结晶度,确保涂层附着力。
粉末涂装除了用来涂覆防护性涂层外,也可以用来涂饰带美术花纹的装饰性涂层,并且国外己在进行薄层粉末單光涂层的应用试验。




