

瓦楞纸板边压强度和粘合强度试验都是用“压缩试验仪”来完成的。采用施压和测力的原理,将试样置放在两个平行压板中间,通过传动机构作用,使可动上压板以一定的速度向下移动,试样将承受逐渐增大的垂直压力作用。当试样所承受的压力达到自身强度极限时,将立即被压溃,试样所能承受的最大垂直压力即为该试样的边压强度或粘合强度。
纸板、纸箱厂与客户之间经常发生同一种样品,但测出来的结果却不一致的情况,由此导致对各自结果产生怀疑。其原因是多方面的,下面就由深圳蓝博检测仪器有限公司(下称:深圳蓝博)就仪器自身问题而导致结果不准确进行梳理和分析,供大家参考。

(边压强度试验图)

(粘合强度试验图)
一、传感器力值问题
有些仪器所用传感器因为质量不好或使用者操作不当导致损坏,也有些是因为仪器没有安全保护和过载保护导致损坏。如果与用户测得的数据出现争议,首先建议请第三方校准机构对压缩试验仪的力值传感器校准确认,出现零位偏差一般可以现场调校好,如果没法调校只能找厂家更换新的传感器。
当然,传感器力值准确不代表仪器所测得的数据就完全是准确的,还会有其它多种原因给测试结果带来的不确定度,下面几点也是因为仪器问题导致测量结果误差的主要原因。
二、上、下压板平面度问题
大部分用户很少去了解,但“压缩试验仪”的制造标准里有明确的规定,也是硬性规定,表面粗糙度不达标仪器就评定为不合格。
如果上、下两压板的平面度不符合要求,测试时样品就会产生偏斜,测出来的力值就不准确,所以建议用户采购“压缩试验仪”还是要求仪器厂商要满足这一标准要求。
三、上、下压板间平行度问题
上面提到平面度,这里所指上、下压板间的平行度也是有制造标准要求的,如果超出误差范围,测试样品一样产生偏斜,也是仪器厂商必须保证的指标之一,如果不达标“压缩试验仪”就是不合格的。
四、取样两端直线度与垂直度问题
大部分边压取样器所使用的刀片是双刀刃刀片(两边开刃),切出的样品出现卷边、偏斜,越厚的纸板越明显。建议大家可以用卡尺来测量25mm宽方向的两端直线度和垂直度,看数值是否在偏差范围内。如超出误差范围,则会导致纸板测出来的边压强度降低,解决方法就是改进使用的刀片和边压取样器。

(卡尺测量)
深圳蓝博工程师历时2年成功研制出高功能“17071压缩试验仪”, 目前已经在“斯道拉恩索”等多家大型造纸和包装企业使用,获得了非常高的评价。
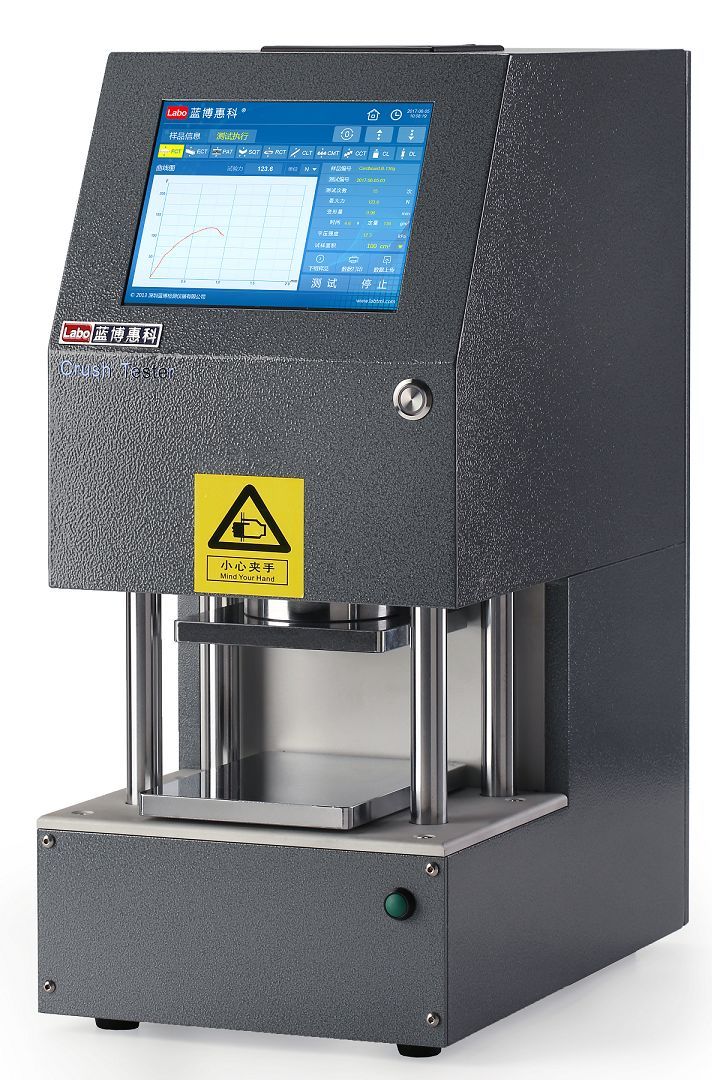
(“17071压缩试验仪”实物图)
“17071压缩试验仪”除了能完成常规的试验:环压强度(RCT)、边压强度(ECT)、粘合强度(PAT)、平压强度(FCT)、瓦楞原纸平压、竖压强度(CMT/CCT)以外,瓦楞纸板压痕质量(SQT)、CLT、DL和CL都可以在这台设备上进行测试。
据了解,目前只有深圳蓝博研制的“17071压缩试验仪”有此功能,能够一机多用,用户不必再像以前那样要购买多台仪器,节省了采购和使用成本。
供稿单位:深圳蓝博检测仪器有限公司
1、头条|央视财经频道:纸价易涨难跌!废纸价3500元/吨大关近在眼前
2、头条|央视财经频道第七次推出纸价上涨专题,认为纸价或将持续上涨,包装企业要努力消化!
3、头条|重磅!中国拿美废开刀,造纸、包装产业链恐将迎来前所未有的涨价潮




