

硬质合金铰刀作为一种高效切削工具问世以来,已越来越广泛地被采用。在ISO的硬质金P, M和K类基础上,我国发展生产了碳化钨、碳化钻、碳化钛、碳化钽和钴等硬质合金材料,突破了高效铰削这一难关。但是,对硬质合金铰刀如何正确设计、加工,特别是硬质合金铰刀各参数如何达到合理安排,使其标准化、优选化和系列化,并获得满意的经济效果,还是一个值得重视的课题。
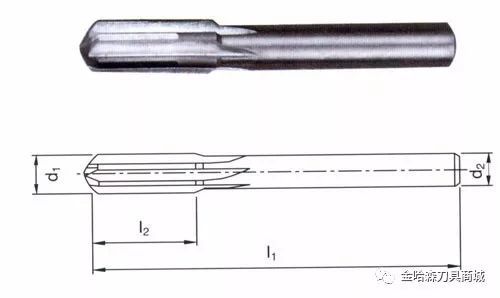
1确定切削刃、校正刃、过渡刃刃带铰刀的要害部位之一就是刃带,不同的被加工材料,不同的工件铰削余量及不同的工件与铰刀的相对转速决定着不同的刃带宽度。
生产中使用的铰刀常出现以下情况:
铰刀使用寿命短,刃带迅速磨损而报废;
铰刀表面粗糙度差,导致被加工工件孔的表面粗糙度更差;
工件经铰削加工后的孔变形,因而孔的圆度超差,往往造成产品报废。
分析现场使用后的硬质合金铰刀,发现所有报废的铰刀磨损量并不大,除靠近切削刃和过渡刃1~2mm处有磨损痕迹外,其余切削刃完好,因此得出结论:除了不断提高铰刀切削刃外圆的表面粗糙度要求外,还必须对硬质合金铰刀刃带宽度进行优化。经过多次生产实践和试验,找出了铰刀刃带宽度的最佳尺寸范围,见表1。
表1碳钢用硬质合金铰刀刃带宽度推荐值(mm)
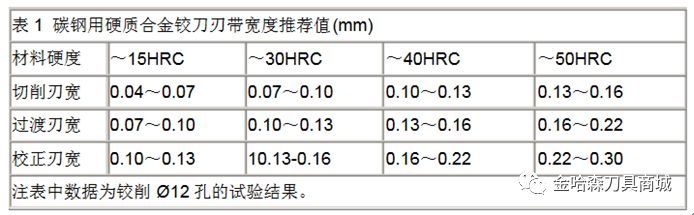
表2硬质合金铰刀铰削不同硬度




