
作者:董子娟 李文献
单位: 唐山盾石机械
来源:《金属加工(冷加工)》杂志
提出问题
在车削加工一些大型工件时,我们经常会遇到下列情况:①图样设计要求外圆为不留余量加工,导致工件只有局部见亮。②大型铸件由于铸造偏差较大,在粗加工时不能保证完全见亮。④非整圆工件(小于1/2圆周)直径测量。⑤断续加工的外圆。
这些情况无法用我们常用的游标卡尺或π尺测量直径,无法保证设计尺寸和精度,为此经过不断的摸索和实践,研制出一种实用测量工具(见图1),有效地解决了这一测量难题。
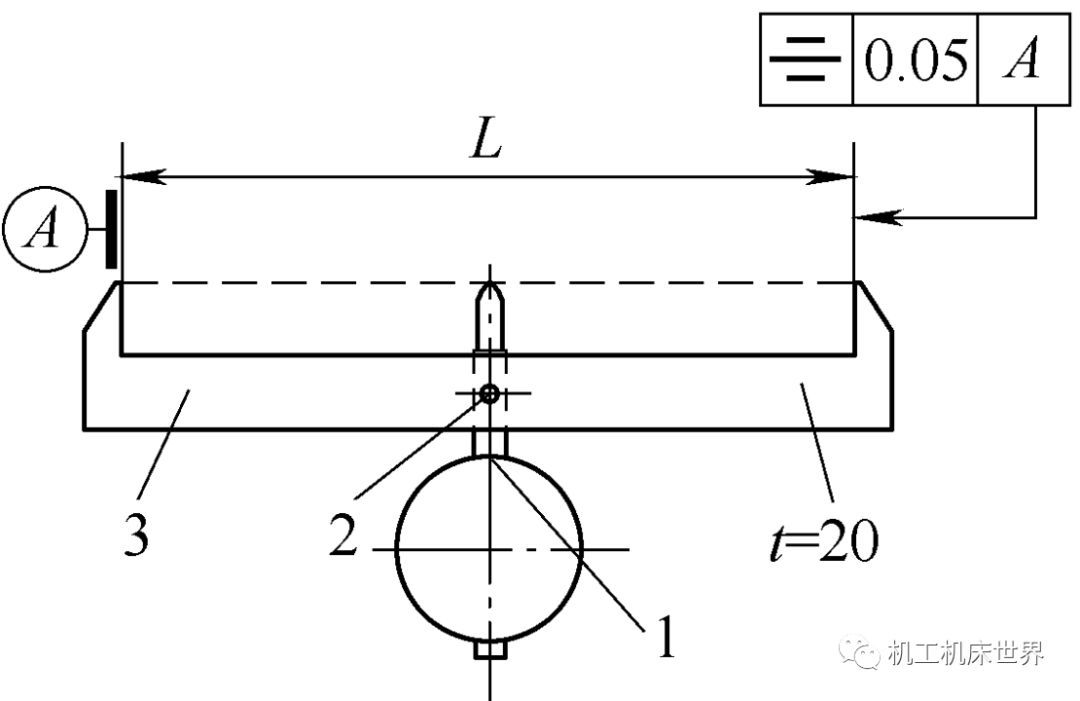
图 1
1.百分表 2.顶丝 3.尺身
工作原理及使用方法
如图2所示,测量尺尺身上有开孔,将百分表套筒穿过尺身并用顶丝固定,保证尺身两测量角与百分表测量杆端部成一条直线,选取工件上完全见亮的一段,将测量尺两个测量角贴紧工件并保持尺身与回转工件母线垂直,设百分表读数为X,测量尺有效长度为L,根据勾股定理,(L/2)2+(R-X)2=R2,则D=2R=(L2+4X2)/(4X)。由此即可计算出工件的直径。
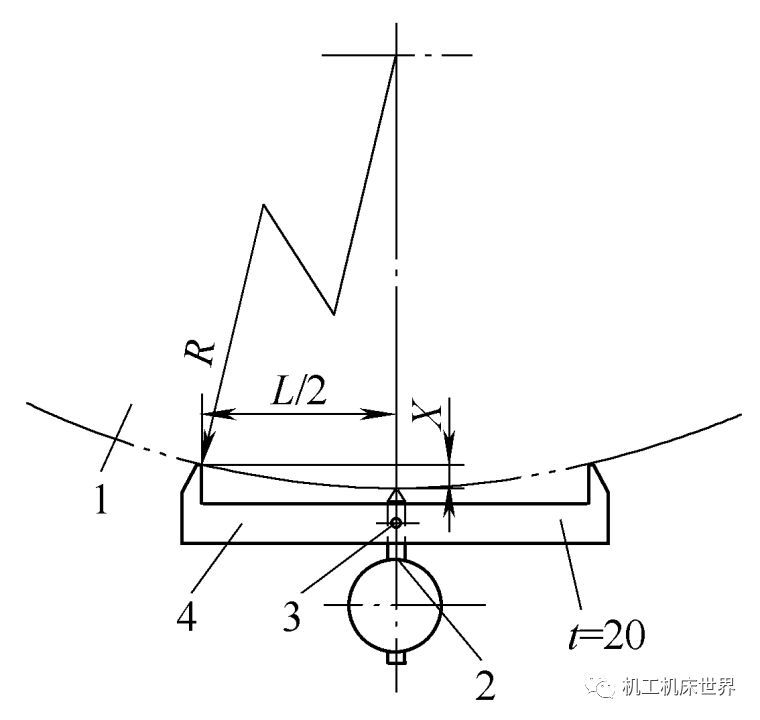
图 2
1.工件 2.百分表 3.顶丝 4.尺身
测量尺参数选择及使用
在实际加工过程中,首先根据图样设计直径值计算出百分表的读数,然后再根据该数据进行上刀和测量。
测量尺参数L的选择。根据上述公式(L/2)2+(R-X)2=R2,则L2=4(2RX-X2)。
根据日常加工件的半径R以及所用百分表的量程,可以计算出工件所需测量尺长度合理范围。例如:我公司常用加工件直径为φ2 000mm~φ4 000mm,使用量程为10mm百分表进行测量,选取测量尺长度L为200mm。
测量尺厚度的选择:①为了保证测量尺与被测工件能够紧密贴合,测量尺应有一定的厚度。②为了保证百分表测量杆能装入尺身,又不太重方便测量,故测量尺不宜太薄也不宜太厚。经我公司实际操作,测量尺厚度取20mm可以保证测量精度。
使用效果验证
目前我公司已在多种大型铸件,如立磨轮毂、回转窑大齿圈和轮带等的加工中使用该工具,测量工件100余件,对于非精加工面的测量,测量结果完全能达到预期效果,具有一定的推广价值。




