空调主要由压缩机、换热器、自动控制系统组成,其中换热器中的铜管被称为空调的“血管”,“血管”的好坏将直接决定空调的品质,下面我们结合生产实践,谈一谈铜管在空调中应用时常出现的问题。
铜管是制冷装置加工制造的重要原材料,它主要有两种用途:
1、制作换热器。是空调的蒸发器、冷凝器的重要组成部分。
2、制作连接管道和管件。
不论是哪种用途,它都是制冷剂的通道,作用十分重要。在应用过程中,我们一方面要求铜管生产企业提供优质的铜管,另一方面也要求空调制冷企业妥善地使用铜管。

两器用铜管生产简介01
1.1 工艺流程
铜管的制造目前可以分为两种工艺流程。
●流程1:传统的挤压工艺:铸锭—(斜轧穿孔)挤压—轧制—盘拉—成卷—退火。
●流程2:新型铸轧生产工艺:

新型铸轧生产工艺流程图
1.2 铜管对外供货的几种状态
铜盘管:目前主要用于两器主管、连接管、管件等。
特点:运输方便,用户在使用的过程中不受长度的限制。

蚊香盘:主要用于维修市场。
特点:使用方便。

直条管:主要用于中央空调、连接管。
特点:运输不便,使用中有长度的局限性。
铜管使用过程中常出问题02
2.1 铜管泄露
铜管泄露是空调的致命缺陷,一旦泄露,空调中的制冷剂将全部泄露出来,空调缺乏换热的”血液”,也因此失效。对于铜管的泄露问题原因比较复杂,下面就经常出现的泄露原因予以阐述。
● 制造方面的原因
①涡流探伤漏检。
GB规定了铜管必须进行100%的涡流探伤,并规定了校核探伤仪用的样品管上的人工缺陷(通孔)直径,以保证涡流探伤的灵敏度,防止超标的缺陷漏检。
这项要求,在正规大型铜管厂是能够充分保证的,因为探伤是在线检测,这种在线涡流探伤保证了管子所有长度都经过涡流检测,是100%的探伤。
有的铜管厂则不是这样,或者不经过涡流探伤,或者是用低标准的涡流探伤仪抽检。这样铜管就存在超标的缺陷漏检或未检测,造成用户使用时空调泄露。
②涡流探伤检出缺陷,但是铜管表面未做标记或标记不准确、不清楚。
在铜管的生产过程中,涡流探伤检出的缺陷要求用墨迹在超标的缺陷上覆盖,以便在使用的过程中使用者可以将有缺陷的铜管剔除。
但是由于生产厂家在生产过程中选择的墨水附着力不够、喷墨的喷枪调整不合适、烘干不彻底、墨水的成份遇到高温褪色等原因,造成无法将涡流探伤检出的缺陷挑出,一旦有缺陷的铜管用在空调器上势必造成泄漏。
● 用户使用方面的原因
用户使用铜管制作两器工艺流程:切断-弯管-胀管-清洗-焊接-试压。
①误用涡流探伤检出的缺陷管。
在正常的铜管生产状况下,铜管涡流探伤不仅标出每盘铜管上的伤点数目,而且将伤点部位涂上黑色标记,以便用户在使用中识别挑出这段“黑管”。
空调制冷企业要对操作工人特别是新上岗的工人讲清楚,以便预防这种带伤的管子装到空调制冷装置上。
我们深入用户服务时已多次发现这个问题,有的工人问我们这管子上的黑色是怎么回事,有的则是解剖不合格产品时,恰恰是由于“黑管”装到产品上造成空调制冷装置泄露。
②加工的问题。
空调主管在形成两器的过程中要经过弯管、胀管、扩口、焊接等环节。
在弯管的过程中由于弯曲部分要经过局部受力,造成局部的过拉伸,形成开裂、暗裂等问题,一旦填充制冷剂,往往在此处发生制冷剂泄露。

铜管穿过翅片后,要在胀管机上胀管,胀管机分为立式和卧式两种,立式胀管机主要胀长度相对小的两器,效率比较高;卧式胀管机主要扩胀长度较长的两器,效率比较低。
在胀管的过程中,由于胀芯是通过与铜管内径过盈来将铜管尺寸变大,使铜管的外径与铝箔散热片充分接触。胀管的过程极易出现胀头划伤铜管,形成穿透伤造成铜管泄露;有时由于铝箔内孔的毛刺过大,在胀管的时候毛刺刺透铜管造成泄露。
③焊接不良造成的泄露。
铜管在穿入带孔的铝箔后,管与管之间要联结起来,需要用小弯头联结,为了联结牢固,在生产过程中,用焊料将小弯头与铜管焊接在一起;
焊接方法分为手动与自动两种,焊接时由于焊料质量、铜管扩口、焊接表面有异物等原因,造成焊接不实,形成虚焊,造成制冷剂泄露。
2.2 铜管开裂
铜管的开裂主要集中在铜管胀管、扩口工序。在两器的生产中,铜管胀管、扩口是一个连续过程,往往复合到一个工序完成。
引起铜管开裂的原因比较多,其主要原因如下:
①铜管本身质量的原因。
铜管本身质量的原因可以分为外表面缺陷、内表面划伤、内表面氧化等。
铜管在胀管、扩口的冷加工变形中,表面受拉应力而伸长,当铜管外表面有深度伤痕时,铜管外表面承受不了表面拉应力,形成拉断现象,也就是我们看到的铜管外表面开裂。
铜管内表面划伤造成的开裂机理与外表面有伤痕造成的开裂机理相似。铜管内表面有氧化时,在胀管时由于氧化铜管内表面的摩擦力与没有氧化铜管内表面的摩擦力不等,造成相同长度的铜管下墩长度尺寸不一致,扩口时下墩量小的铜管伸出长度长,造成扩口过大而开裂。
②用户使用方面的原因。
铜管在使用中,往往是盘管校直、切割定尺,切割常采用无屑切割。
铜管热处理后表面比较软,在进行无屑切割时,当切刀不利或切割时下刀过大都会造成铜管缩口过大或毛刺过多,形成端口飞边、端口硬化,造成扩口时开裂。
一个换热器由许多“U”型管组成,各“U”型管的长度及每个“U”型管两个端头的长度的一致性要求非常高,当弯制“U”型管时,由于设备或调整的原因造成各“U”型管的长度及每个“U”型管两个端头的长度差别过大(大于2mm),所以扩口时就会出现因端口过长铜管伸出长度过长而造成扩口过大而开裂。
2.3 弯管起皱、断裂
铜管弯管起皱、断裂发生在制作“U”型管工序,铜管在本工序往往报废较多。造成弯管起皱、断裂的原因见下表。

左:外侧起皱右:内侧起皱

铜弯管中的问题03
铜管焊接过程中,若操作不当极易发生虚焊、熔蚀和溶穿、过烧与烧穿等缺陷。虚焊是在两器焊接过程中经常出现的质量问题,产生的原因主要有:
●扩口小,钎焊焊料不易进入,造成焊接不牢;
●焊接时加热不均匀,造成部分钎焊焊料未被完全加热熔化;
●焊接处铜管的表面有油、氧化物、残碳等物质;
●焊料本身的质量问题。
致使焊料未能填满套接接头全长或不能完全将套接接头全长焊接,造成泄露。熔蚀和溶穿造成泄露。
总之,造成铜管出现的失效因素还有许多,如内、外表面氧化,因此,在使用的过程中要加强过程控制,掌握好工艺要求。
常见铜管的分类04
紫铜管:

铜含量达到99.90%以上,拥有铜金属这一优质基础类金属的良好特性,广泛使用在工业及民用各个领域中,并发挥着重要的作用。主要有TP2,T2,TU1三类。
TP2是磷脱氧铜,含有0.015-0.04%的磷成份,拥有的良好焊接和冷弯性能,在空调制冷连接管、灶具气路连接管,电热管等制造领域被广泛使用。
T2是纯铜,铜含量高于99.90%,当用户对材料有较高的导电性能要求时,T2铜管将是首选。
TU1是无氧铜,铜含量≥99.97%,氧和杂质含量极低,纯度高,导电、导热性极好,延展性好,加工性能和焊接、耐蚀、耐寒性均好。因其生产的高要求与高成本,其产品价格大大高于其他类别的紫铜管。
黄铜管:

铜锌合金管,牌号中H字母后的数字往往代表其铜含量的中间值,锌含量为其余量。不同牌号的黄铜管,随着铜含量越来越高,总体表现出更好的品质与延伸性能。主要用作水管及涉水的连接件。
特点:铜管具备坚固,耐腐蚀的特性,重量较轻,导热性好,低温强度高,可在多环境中使用。
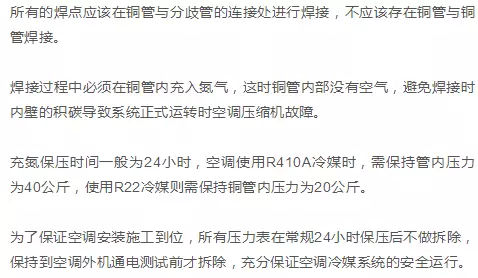
空调铜管安装注意事项05