
喷丸应变层的组织结构,包括位错密度及形态、晶粒行状、亚晶粒尺寸、相转变等方面均发生变化。对于多数材料,喷丸应变层的位错密度增高、晶体点阵畸变增大,压晶粒细化。
这此因素,都可以阻碍疲劳裂纹在材料表面和次表面的萌生,延长疲劳裂纹成核寿命。有时喷丸处理会导致表面粗糙度增大,这会给材料的疲劳强度带来损失。但是喷丸处理导致粗糙度增高所带来的疲劳强度损失,总是小于应力强化和组织强化所带来的疲劳强度增益。而且还可以通过工艺参数,改变喷丸后的表面粗糙度,从而获得最佳的强化效果。
事实上,通过优化喷丸工艺,不但不会造成零件表面粗糙度的增大,反而有可能使零件表面的粗糙度降低。例如据国外报道,某钢材零件经过喷丸之后,硬化层达到0.7mm,表面粗糙度由Ra5~2.5um减小到Ra0.63~0.32um,可提高几十倍使用寿命。
喷丸强化工艺参数
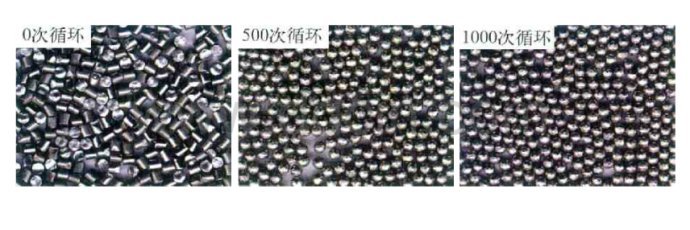
包括弹丸直径及硬度,弹丸速度及流量,喷射角度及时间,喷嘴至零件表面的距离。而在一定的喷丸强度和表面覆盖率下具有一定的喷丸强化效果。通常要求控制和检验的喷丸工艺参数,主要是弹丸尺寸和形状,弹丸流量、喷丸强度及表面覆盖率,而其中最重要的是喷丸强度。
(1)弹丸
它是喷丸强化工艺中使用的行状为球形或无棱角的圆柱形且均为实心的介质材料。喷丸强化使用的弹丸包括玻璃丸、铸钢丸、补休钢丸、切制钢丝、陶瓷丸、塑料丸等。丸料的质量均应符合各项技术要求。对于大多时的钢材机械零构件,喷丸处理中最常用的弹丸是钢丝切丸。这类弹丸尺寸通常选择0.5-0.8mm,硬度HRC55-58。
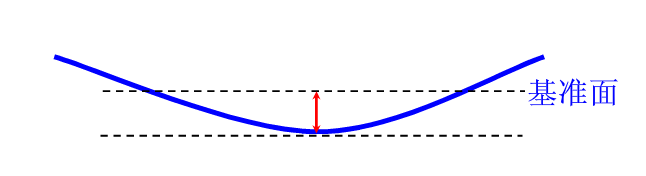
用65Mn(或70号)冷轧钢弹簧钢带制成的用于测量喷丸强度的标准试片就是弧高度试片,试片单面在弹丸冲击下,表在层发生塑性流变,由此导致试片向喷射面呈球面状弯曲。基准面至球面最高点的距离称为弧高度。
智能喷丸喷砂设备




