
本平台每日更新技术文献资料信息,帮助互相借鉴学习,如果觉得文章不错,可点上面关注分享给朋友,感谢您的支持,我们会努力将更好的内容分享给大家!!!
棒材矫直机应用比较
刘丽果
(河钢集团石钢公司轧钢厂,河北石家庄050031)
摘要: 简要介绍了矫直机的应用状况,分析了二辊、多辊矫直机的结构和工作原理,比较了几种矫直机的辊缝的调节方法。结合石钢公司轧钢厂使用棒材矫直机的生产经验,总结了二辊、多辊矫直机的应用特点、弯曲度适应性等因素,为同行业棒材矫直设备选型提供参考。
关键词: 棒材;辊矫直机;应用;比较
0 引言
矫直机是圆钢精整中必备的精整设备,其主要作用是满足探伤设备和下游用户对圆钢平直度的需求,矫直机的稳定性极大地决定了精整及探伤的产量。随着特钢市场需求的发展,特别是一些大规格高合金钢棒材,其屈服强度高,经过缓冷收集后端部弯曲度较大,因此对于精整矫直的需求越来越多,同时对矫直机设备性能的要求也越来越高。
目前,常见的棒材矫直设备有二( 斜) 辊矫直机、多( 斜) 辊矫直机。针对这两种矫直机的特点和使用情况,结合石钢公司的应用状况,分析各种矫直机的适用环境。
1 二( 斜) 辊矫直机
二辊矫直机上下辊型分别为凹凸辊,中心对应。多数理论认为,二辊矫直机的矫直原理在斜辊矫直中独具特点,它对棒材的矫直作用不是依靠各辊之间的交错压弯,而是依靠一对辊缝内部弯曲曲率的变化,不断进行旋转压弯,使棒材产生塑性弯曲变形,从而达到全方位矫直[1]。许多研究理论认为,二辊矫直机的辊型曲线中真正起到矫直作用的是辊腰段、辊胸段以及辊腹段[2],其矫直原理是先统一残留弯曲,再进行矫直。从力学接触的角度看,二辊矫直机的实质是利用凹凸面曲形的接触形成三点折弯,棒材进入矫辊时的咬入位置影响棒材的矫直盲区,一般国外品牌的矫直机矫直盲区大约为辊长的四分之一。
长期以来,使用者更多地从矫直原理出发关注二辊矫直机所承受的矫直力以及驱动功率。
矫直力矩: M0 = 0. 1d3RE
其中,RE———屈服强度,MPa;
d———棒材直径,mm;
M0———矫直力矩,Nm。
弹朔变力矩: MP1 = 1. 69M0
其中,1. 69———矫直圆棒所取标准值( 欧标) 。
矫直力: F = 3 × MP1 /t
t = h /cosβ
h = 1 /2L
其中,L———上工作辊的长度;
β———工作辊夹角的一半。
由以上参考公式可知,矫直力矩是确定的,矫直力分别与棒材直径、屈服强度成正比,与上辊辊长及工作辊夹角成反比关系。用于黑皮材矫直的二辊矫直机,其辊长较短而矫直力比较大。
矫直辊实际驱动功率P 的影响因素较多,主要有速度V、屈服极限Re、棒材直径d 、工作辊尺寸LD( 主要是长度尺寸L ) 、两辊夹角β、摩擦力f、矫直力F。
石钢公司轧钢厂应用多台二辊矫直机,均为合资品牌,各家设备在辊形尺寸、导板调整、矫直辊平衡、冷却液清理等方面各有不同。二辊矫直机的入口和出口均设有夹送辊,夹送辊与矫直辊、水平导板系统共同构成合理的矫直辊缝系统,从而实现棒材大小规格的生产。
结合轧钢厂大棒线与小棒线多辊及二辊矫直机设备的使用经验,以Φ 100 mm 规格为界限,总结二辊矫直机有以下优缺点:
( 1) 小规格棒材,来料弯曲度< 8‰的棒材,矫直速度快、矫直精度高。
( 2) 大规格棒材,导板消耗过大。
( 3) 经过缓冷后的棒材适应多辊矫直。
在生产现场经过缓冷收集的GCr15 轴承钢,弯曲度最大可达到30‰,二辊矫直机根本无法进入。
而弯曲度在8‰ ~ 15‰的棒材,二辊矫直机也无法保证理想的矫直精度。
二辊矫直机在银亮设备方面有精矫压光作用[3],轧钢厂也有应用。以同一家合资品牌机型对比来看,二者机型结构相似,用于银亮精矫压光的二辊矫直机,矫辊尺寸较大,调角范围较宽,矫辊驱动电机功率较小,考虑棒材椭圆度的影响,对银亮材是矫直圆整,其矫直力相对较小,精矫后的表面精度更高。
2 多( 斜) 辊矫直机
多辊矫直机与二斜辊矫直机都属于斜辊矫直法。多斜辊是利用上下多个倾斜的矫直辊交错布置并旋转,使棒材在矫直辊的摩擦带动下旋转前进,产生超出弹性极限时的周向应力变形从而达到全方位矫直[3]。多辊矫直机有六辊、七辊、九辊、十辊等等,下面主要是对国内外应用较多的几个九辊、十辊主流机型进行讨论分析。
国外九辊矫直机型的下横梁设有3 个驱动辊,由1 台主电机集中驱动; 上横梁设有6 个从动上辊,这6 个上辊分为3 个压下辊和3 个折弯辊,其中折弯辊径较大。上下辊角度均可调节,3个压下辊和3个折弯辊的角度不同。辊缝的调节是通过上辊的压下来完成的,上辊装有碟簧用以补偿压下机构的调节间隙; 其矫直原理是在矫直过程中形成3 个折弯的矫直三角,从而形成多次连续矫直,其矫直示意见图1。上辊具备过载保护功能,从而防止棒材尺寸超差或弯曲度过大。

国外十辊矫直机型,下横梁设有3 个驱动辊,由1 台主电机集中驱动; 上横梁设有7 个从动辊,其中处于夹紧位置的3 个上辊为缓冲辊,其余4 个为偏向辊,2个辊径较大的偏向辊为受力辊。上下辊角度均可调节,辊缝的调节通过上辊的压下来完成,上辊装有碟簧补偿压下机构的调节间隙。该种机型的矫直原理也是在矫直过程中形成折弯的矫直三角,其矫直示意见图2。上辊具备过载保护功能,从而防止棒材尺寸超差或弯曲度过大。与上面介绍的九辊矫直机型原理相同,不同的是其入口比九辊机型多1 个导向作用的偏向辊。

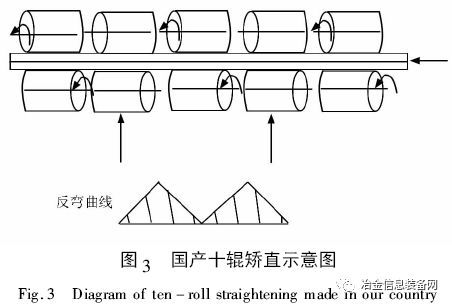
国内十辊矫直机型,上下横梁共有5 对辊,沿输入方向一、三、五对辊均为主动辊,上下分别由2 台主电机集中驱动,二、四对辊为从动辊; 上辊及下驱动辊角度可调节; 上辊均可压下,实现辊缝的调节,其压下机构装有平衡缸调节间隙,辊缝的调节是通过二、四下从动辊进行压上实现,其矫直原理也是在矫直过程中形成折弯的矫直三角,所不同的是反向三点折弯,矫直示意见图3,5个上辊均设有恒压过载保护。
3 三种机型比较
上述三种机型均为第一道折弯受力最大,多辊矫直机通过多次反弯矫直,矫后直线度高,速度较快。石钢公司轧钢厂在采购多辊矫直机过程中对设备特点有如下要求。
( 1) 多辊矫直机矫直循环多,残余应力小,矫直速度相对较快。
( 2) 对棒材的弯曲度适应性较好,国内机型的弯曲度最大可以达到30%,国外机型的最大弯曲度可以达到15%。
( 3) 无导板磨损以及乳化液的消耗。
多辊矫直机也存在缺点,从轧钢厂大棒线国产七辊矫直机的使用来看,国内多辊机型向上矫直折弯,其压上机构要上下运动,而棒材在矫直过程中会掉落大量氧化铁皮,这就导致氧化铁皮随着压上机构的运动而进入机体内部,从而阻塞设备的运动,因设备结构位置有限,现场不易处理。目前,国内多辊机型厂家在设计及初始制作时已采取相关措施,但能否彻底解决氧化铁皮的压入问题还有待现场使用考察。国外机型为向下矫直折弯,其下辊高度固定不变,不存在氧化铁皮压入这一突出问题。
4 结语
选用棒材矫直机与材料的规格、屈服强度、表面弯曲程度等因素有关,二辊矫直机在小规格棒材矫直中的精度较高,在满足高端用户方面应用较多。多辊矫直机矫直速度快,对棒材的弯曲度适应性好,正受到越来越多的应用。
烧结球团类:
炼铁:
炼钢:
轧钢:
焦化:
环保:




