
注:以下信息均来自中铸大学,如有疑问可前往中铸大学讨论
产品问题
缺陷位置如图所示(浇口位置):
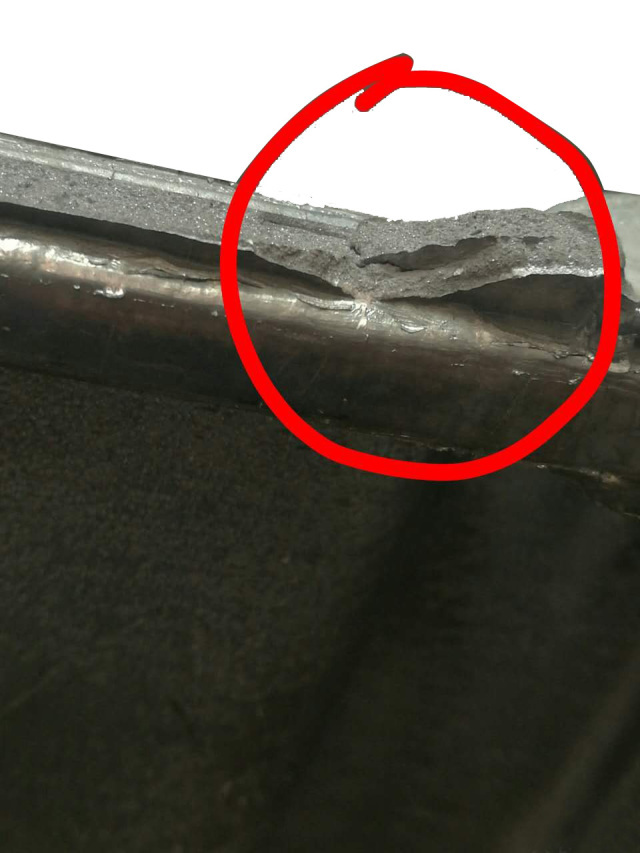

图1 缺陷示意
问题分析
一般浇口位置产生的夹层主要来自压室。
改进措施
夹层主要是金属液接触压室壁激冷所形成。
以下几点供参考:
1、提高压室温度可以减少冷料的产生。
2、缩短压射延时,提高慢速速度,减少金属液在压室当中停留的时间。
3、分流锥与压室底部留出一定的空间,作为压室渣包,减少冷料进入浇道。
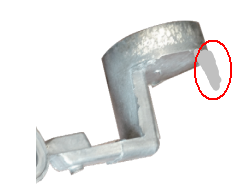
图2 压室“渣包”示意
4、缩短慢速行程,即高速提早,也可以减少冷料的产生。
小贴士
关于浇口夹渣:
浇口夹渣一般是压室冷料原因居多,但也有可能是舀料或者是冲头油反应产生的渣料。
判断一般可根据夹渣的成分做出判断。
压室内冷料成分与合金成分相近,但硅一般会偏高
保温炉内的渣一般是氧化物
冲头油反应物成分复杂,一般偏黑色




