
作者:霍兴胜
单位:山东省滨州市博兴县汇泉厨业有限公司
来源:《金属加工(冷加工)》杂志

一、零件结构
防护螺母是我公司桥式锯机丝杠部件中的一个零件,材料为HT200。其外形及尺寸如图1所示,由于该机的产销量大,所以零件加工工序多为中小批量加工。

二、加工难点
以往对于此件上的Tr48×7-7H梯形内螺纹,一般是在普通卧式车床上采用四爪单动卡盘装夹加工。加工前毛坯要逐个找正,费工费时。7mm的螺距,使内螺纹在车削时刀具相对工件运动速度较快,而且需要频繁进退车刀,所以使加工过程变得紧张、繁琐。
稍有不慎还易进错刀,甚至会发生“撞车”现象,损坏刀具或者使工件报废,因而对操作者的技术水平有相当高的要求。此外,钻底孔(φ40mm)过程劳动强度较大,操作者易疲劳,因此对加工效率的提高带来一定困难。
三、工艺改进
针对上述问题,笔者在实际加工中利用德州产CKD6140经济型数控车床,发挥数控加工的优势,配合自制工装进行车削,实现了加工过程的自动化,取得了理想的效果,具体改进方式如下:
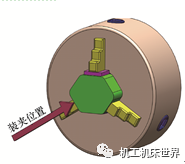
1、用加垫块的方法使用三爪自定心卡盘替代四爪单动卡盘装夹,简化了找正过程,节约了装夹时间。垫片厚度的计算方法可用CAD绘图法,测量出理论数值后,再在实际装夹中进行验证调整。需要注意的是未加垫片的两爪,夹紧位置应处于工件毛坯棱边边线的中点位置(见图2)。采用目测法校对装夹后,钻孔位置误差一般能控制在1mm左右。
2、钻头磨成“群钻”样式,可大大缩小走刀路线长度,节约钻削加工时间。从图3不难看出两种钻头钻心的高度差别明显。
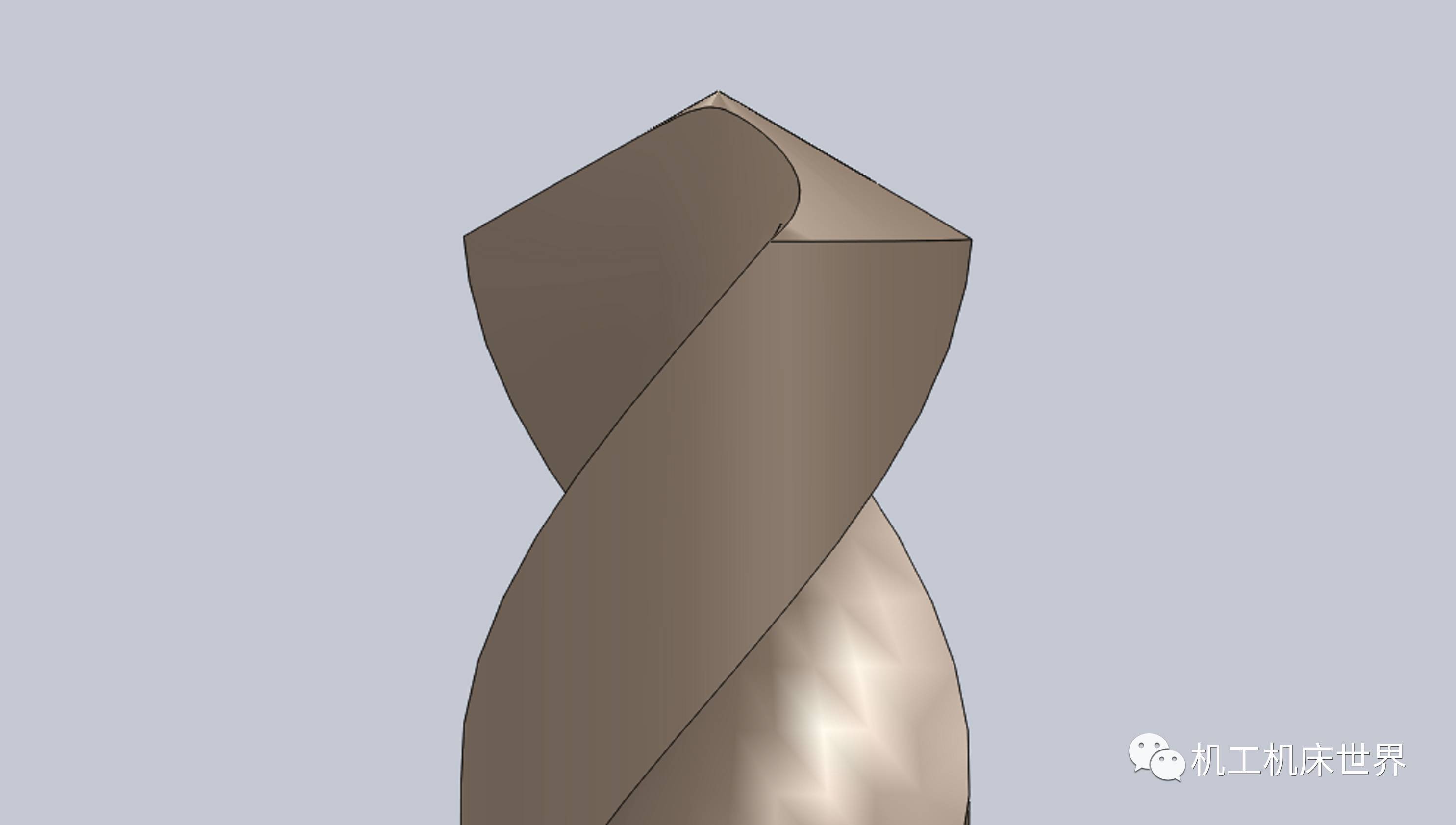
由于工件钻通前、后(见图4)钻头的走刀路线总长度是包含两个钻心高度的,所以说两种钻头的走刀路线差值,实际上是两者钻心高度差的两倍,而不是两者钻心高度之差。对于批量加工来说,走刀路线的缩短就意味着工作效率的提高。


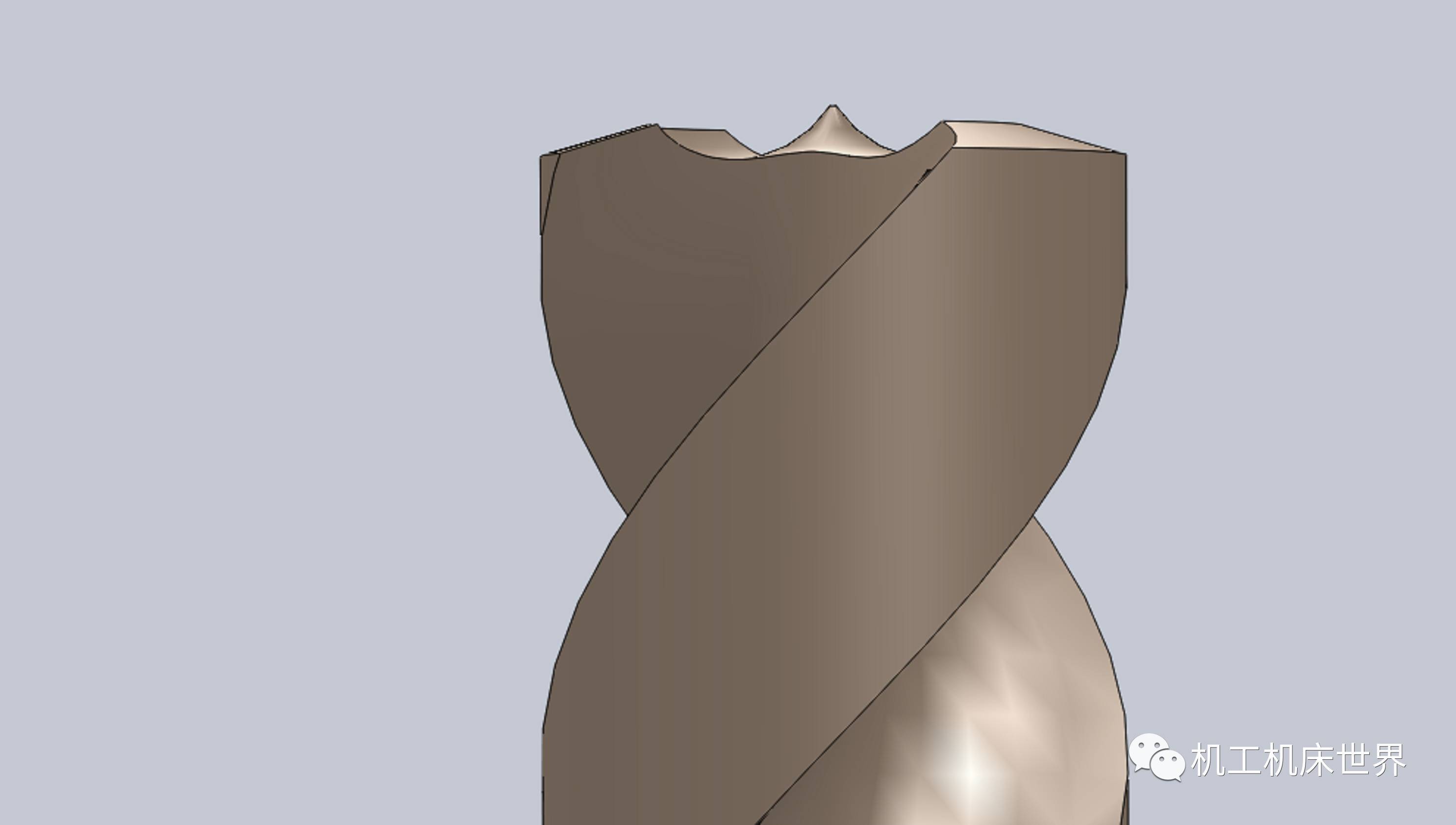
3、用专用钻孔工装(见图5)替代人工用尾座钻孔,完全实现了自动切削,使劳动强度降到最低。
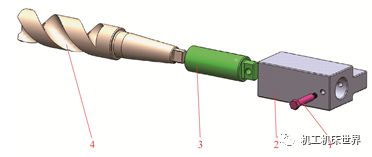
1.定位螺钉 2.工装体 3.改装钻套 4.群钻
该工装的使用方法为:将一坯料装夹在卡盘上,用车床尾座钻出φ40mm的孔,然后把图5中的工装体像装夹车刀一样装夹在刀台上。钻头找正时,要先把钻头穿过事先钻好的孔内,再去调正工装体,最终使孔、钻头、钻套和工装体内孔统一在同一轴线上。
需要说明的是,钻套的外圆是圆柱面,与工装体的内孔是过渡配合(可用标准钻套改装成形,这样设计的目的是重磨钻头时,换装极为方便,只需拆下定位螺钉,便可抽出钻头和钻套来)。而工装体的制作,是先加工出除内孔和销孔的其他位置后,最后镗孔。
为使内孔处于理想位置,最好采用配作的方法加工:①把工装体安放在刀台的压刀位置上,调正、压紧。②把钻头装夹在车床的三爪自定心卡盘上,预留1~2mm精加工量,移动大拖板进给,钻出底孔。③卸下钻头,换上镗孔刀,仍旧装夹在车床的卡盘上,用同样的方法精镗出内孔。并做出位置标记,以便在下次使用时,工装的位置仍然同制作时的位置相吻合。
该加工方法已经过多年的实践验证,是一种实用性很强的典型范例,为此类工件的加工展示了一种新思路。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。





