
在手工电弧焊接过程中,由于焊件焊缝位置的不同,焊接方法分为:立焊,平焊,横焊和仰焊。今天我们就来了解一下仰焊的操作方法和要点。
1)焊工在仰焊过程中一定要注意保持正确的身体姿势,即人不要处于焊接点的正上方,以免被掉落的焊渣和铁水烫伤,正确的姿势应为人处在上方偏前,且焊缝偏向焊工的右侧,尽量避开铁水掉落的位置。(如图)

2)采用小直径焊条,小电流焊接,一般仰焊的焊接电流在平焊的焊接电流和立焊的焊接电流之间。
3)为防止熔化金属掉落,应尽量采用短弧焊接。
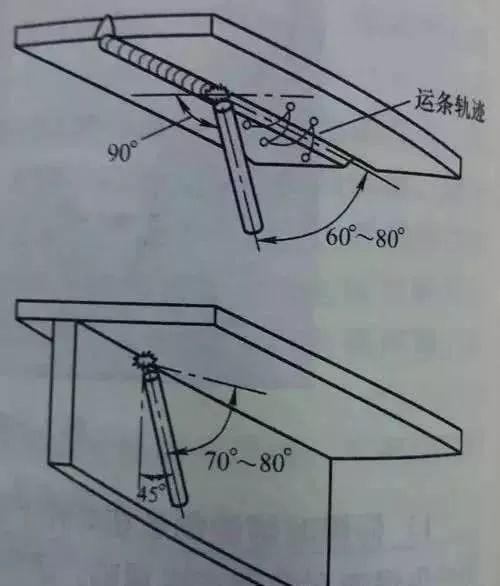
4)焊接时保持适当的焊条角度和正确的运条方式,如下图。对于不开口的对接仰焊,间隙小时应采用直线运条法,间隙大应采用往复直线运条法。
开坡口的对接仰焊应采用多层焊法,第一层焊缝根据坡口间隙大小选用直线往复或直线形运条方式,其余各层均采用月牙形或锯齿形运条运条方式。
对于焊角尺寸较小的T形接头,应采用单层焊,选用直线型运条方式。焊角尺寸较大时,采用多层焊或多层多道焊,第一层选用直线运条方式,其余各层可采用斜三角形或正三角形运条方式。
5)焊接过程中,熔池温度过高时,可以将电弧稍稍提起,使熔池温度降低,以防焊件烧穿。
6)手工电弧焊仰焊时,由于焊枪和电缆的重力等作用,焊工容易出现持枪不稳等现象,所以建议焊工双手持枪,佩戴头盔式焊帽。
焊接工艺 仰焊
7)采用斜圆圈形运条时应有意识的让焊条先指向上板,使熔滴先与上板熔合,由于运条的作用,部分金属液自然的被拖到立面的钢板上来,这样两边就能均匀融合了。
8) 选用直线运条时应保持0.5——1毫米的短弧焊接,不要将焊条头搭载焊缝上拖着走,以防出现窄而凸的焊缝。
9)保持正确的焊接角度和均匀的焊接速度,保持短弧,向上送进速度要与焊条燃烧速度一致。
10)焊接过程中所看到的熔池表面为平或凹时焊接效果为最佳,焊接电流较高时,熔池会表面外鼓或凸起,严重会产生焊瘤,解决办法为,加快前移的速度和缩短俩侧停留时间,必要时减小焊接电流。
11)起焊和续接在预热过程中很容易出现熔渣与金属液混在一起的现象,这时应将焊条与上板夹角减小以增大电弧吹力,千万不能灭弧,如果起焊处焊缝过高或产生焊瘤,则应该用电弧将其割掉。
焊接工艺 9 种独特的金属焊接




