1Cr18Ni9Ti不锈钢厚壁管全位置焊接
2024-05-24
本文针对不锈钢厚壁管全位置焊的高难度焊接操作技术,从材质、装配定位、焊材、焊接工艺经行了分析,采取了相应措施,防止了各种常见缺陷,提高了生产效率,满足了矿区及化工压力管道要求。

1cr18ni9ti不锈钢厚壁管全位置焊 中国第二重型机械集团公司金结重型制造厂(德阳市618013) 编制:吴明华邬希贤 表演:吴明华 1焊接性分析 (1)1cr18ni9ti不锈钢φ133×11mm大管水平固定全位置对接接头主要用于核 电设备及某些化工设备中需要耐热耐酸的管道中,焊接难度较高,对焊接接头质 量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求pt、rt检验。 以往均采用tig焊或手工电弧焊,前者效率低、成本高,后者质量难以保证且效 率低。为既保证质量又提高效率,采用tig内、外填丝法焊底层,mag焊填充及 盖面层,使质量、效率都得到保证。 (2)1cr18ni9ti不锈钢热膨胀率、导电率均与碳钢及低合金钢差别较大,且熔池 流动性差,成形较差,特别在全位置焊接时更突出,以往对mag(ar+1%~2%o2) 焊不锈钢,一般只用于平
 1Cr18Ni9Ti不锈钢厚壁管全位置焊
1Cr18Ni9Ti不锈钢厚壁管全位置焊 1Cr18Ni9Ti不锈钢厚壁管全位置焊
编辑推荐下载
格式:pdf
大小:413KB
页数:3P
人气:70
 4.4
4.4
1Cr18Ni9Ti不锈钢厚壁管全位置焊 一、焊接性分析(1)1cr18ni9ti不锈钢φ133mm×11mm大管水平固定全位置对接接头主要用于某些化工设备中需要耐热耐酸的管道中,焊接难度较大,对焊接接头质量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求
格式:pdf
大小:86KB
页数:1P
人气:70
4.7
1Cr18Ni9Ti奥氏体不锈钢管焊接工艺 1cr18ni9ti钢材由于cr元素含量较高,焊接时极易氧化。1cr18ni9ti奥氏体不锈钢管焊接时,当采用tig焊焊接,由于管材焊缝背部的高温金属无法进行有效保护,焊缝背部的高温金属与空气中的氧产生剧烈反应,导致焊缝根部的严重氧化和烧损。本文采用tig焊进行焊接,可有效避免焊缝根部氧化,实现焊接。
热门文档 1Cr18Ni9Ti不锈钢厚壁管全位置焊接
格式:pdf
大小:71KB
页数:1P
人气:70
4.5
1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接 1cr18ni9ti不锈钢与20r碳钢属于异种钢焊接,两种材料的热导率和线性膨胀系数有很大差异,为保证质量,分析两种材料的焊接性能存在的问题,并制定焊接工艺措施。
格式:pdf
大小:30KB
页数:3P
人气:70
4.4
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要 是含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差 异。在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中 的含碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。 随着技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很少用了
格式:pdf
大小:155KB
页数:3P
人气:70
4.6
不锈钢厚壁管道的焊接实践 详细介绍材质为x6crnimoti17-12-2的不锈钢厚壁管道焊接方法,重点叙述在焊接过程中需特别注意的关键环节,以及焊接实际操作要点。
格式:pdf
大小:346KB
页数:3P
人气:70
4.8
1Cr18Ni9Ti不锈钢与20碳钢的管对焊连接技术 1cr18ni9ti奥氏体不锈钢与20碳钢焊接属于异种钢焊接,由于它们的化学成分、热导率和线胀系数有很大差异,焊接时容易产生裂纹等焊接缺陷。通过深入分析它们的焊接性和焊接中存在的主要问题,采用合适的焊接参数、h1cr25ni13镍基焊丝和a302高铬镍焊条,以及其他必要的焊接工艺措施,避免了焊接缺陷的产生,满足了工程实践的需要。
格式:pdf
大小:304KB
页数:1P
人气:70
4.4
不锈钢厚壁管全位置焊工艺 论述1cr18ni9ti不锈钢φ133×δ11mm大管水平固定全位置焊接的具体要求和方法,着重论述采用手工钨极氩弧焊打底,混合气体(co_2+ar)保护焊填充及盖面焊,立向上的水平固定全位置焊接的操作特点和操作步骤。
精华文档 1Cr18Ni9Ti不锈钢厚壁管全位置焊接
格式:pdf
大小:126KB
页数:4P
人气:70
4.5
1Cr18Ni9Ti不锈钢小径管的焊条电弧焊 0概述不锈钢由于其优良的耐腐蚀性能、耐热性能、力学性能和焊接性能以及较好的塑性而在工业生产各行各业中得到了越来越广泛应用。但不锈钢材料在焊接时,如焊接工艺或方法不当、或者焊接材料选用不正确,会产生一系列缺陷,直接影响其接头的性能和焊缝的质量。尤其是对于管径较小的不锈钢钢管的焊接,更容易出现类似的问题,这是由于不锈钢的热导率低,加之管径小而不易散热,造成热量比较集中,温度梯度比较大等原因。特别是在不具备氩弧焊而采用焊条电弧焊的条件下,其难度更大。
格式:pdf
大小:47KB
页数:3P
人气:70
4.6
1Cr18Ni9Ti大直径不锈钢管的全位置水平固定焊接 大直径不锈钢管的全位置焊接,根据其特殊的焊接性,提出较合理的焊接工艺和操作方法。
格式:pdf
大小:249KB
页数:11P
人气:70
4.8
1cr18ni9ti不锈钢板tig焊工艺设计 摘要:本说明书分析了1cr18ni9ti钢板的化学成分、力学性能和它的焊接性, 并在此基础上制定了一套tig焊的设计工艺,包括材料的焊接性能分析、tig焊 设备描述、tig焊焊的各项工艺参数、焊接前的准备、焊后处理以及焊缝检验。 关键词:1cr18ni9ti钢板tig焊 一、母材的焊接性能分析 1.1母材的成分及性能 母材规格:1cr18ni9ti钢板一块,规格:-5×100×300,tig焊。母材的 力学性能如表1所示,母材化学成分如表2所示。 表1母材牌号、力学性能 牌号 力学性能 s(mpa)b(mpa)5(%)(%)hrb 304≥200≥520≥40≥50≤90 表2母材化学成分(%) 牌号 化学成分(%) cnisipmns 304
格式:pdf
大小:305KB
页数:2P
人气:70
4.8
1Cr18Ni9Ti不锈钢轨道梁的焊制工艺 一、概述铜网厂酸洗车间电动葫芦轨道梁,原采用黑色金属工字钢制作。由于酸溶液腐蚀的影响,工字钢经过一两年的使用,酱褐色腐蚀渣壳和铁锈等腐蚀物,成块状或粉状脱落,危及轨道梁载荷的安全使用。为此采用防腐防锈的不锈钢轨道梁,取代黑色金属工字钢,消除安全生产隐患,成为人们的共识。
最新文档 1Cr18Ni9Ti不锈钢厚壁管全位置焊接
格式:pdf
大小:40KB
页数:2P
人气:70
4.7
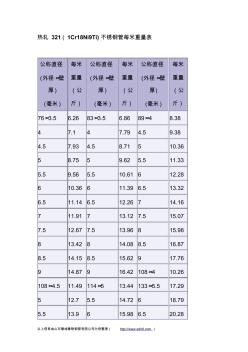
以上信息由山东聊城鲁联钢管有限公司为您整理(http://www.***.***) 热轧321(1cr18ni9ti)不锈钢管每米重量表 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 76×3.56.2683×3.56.8689×48.38 47.147.794.59.38 4.57.934.58.71510.36 58.7559.625.511.33 5.59.565.510.61612.28 610.36611.396.513.32 6.511.146.512.26714.16 711.91713.127.515.07
格式:pdf
大小:171KB
页数:1P
人气:70
4.5
1Cr18Ni9Ti不锈钢导管的电刷镀工艺 1Cr18Ni9Ti不锈钢导管的电刷镀工艺
格式:pdf
大小:32KB
页数:3P
人气:70
4.8
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要 是含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差异。 在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中的含 碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。随着 技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很
格式:pdf
大小:326KB
页数:5P
人气:70
4.6
1Cr18Ni9Ti不锈钢管坯表面横裂分析 1cr18ni9ti奥氏体不锈钢中δ-铁素体数量(级)过高是影响其轧(锻)坯表面质量的主要因素。当钢中δ-铁素体级超过2.5级,钢坯表面质量急剧下降。作为1cr18ni9ti不锈钢管坯更应对δ-铁素体进行严格控制。当δ-铁素体量≤10%、[cr]/[ni]≤1.7o、ti≤0.70%,[ti]/[c]控制在7~8,保温温度控制在1220℃左右,1cr18ni9ti不锈钢管坯可获得良好的表面质量。
格式:pdf
大小:169KB
页数:1P
人气:70
4.4
Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究 主要研究q235钢与1cr18ni9ti不锈钢焊接中存在的焊缝金属化学成分不均匀和熔合区塑性降低(脆性层)这两个问题。采用焊条电弧焊进行焊接,然后对焊接接头进行宏观和微观研究。实验表明,制定合理的焊接工艺,可以在一定程度上控制热影响区晶粒的长大趋势,从而提高q235和1ci18ni9ti异种钢的焊接性。
格式:pdf
大小:128KB
页数:未知
人气:70
4.4
06Cr18Ni11Ti不锈钢厚壁管焊接新工艺 通过校企结合的实践和经验,以奥氏体不锈钢焊接的有关理论为依据,就06cr18ni11ti不锈钢的焊接问题,通过改变焊接方法,改善保护气体成分,选用合理的焊接工艺参数及操作方法,阐述了新方法、新工艺和新操作技能,不仅能很好地保证焊接质量,而且焊接效率得到很大的提高。
格式:pdf
大小:1.0MB
页数:未知
人气:70
4.5
不锈钢厚壁管全位置焊接工艺 本文就焊接技术的发展简要加以说明,着重论述了不锈钢的焊接工艺,对于p91等合金钢的焊接应加强研究,提供更可靠的焊接质量。
格式:pdf
大小:207KB
页数:未知
人气:70
4.6
1Cr18Ni9Ti不锈钢低功率激光-双面TIG复合焊接仿真研究 基于ansys有限元平台,建立了1cr18ni9ti不锈钢低功率激光-双面tig复合焊有限元预测模型,模拟分析了低功率激光-双面tig复合焊热循环规律和熔池形貌;并实际搭建了低功率激光-双面tig复合焊系统,对模拟结果进行了对比分析。研究发现模拟温度曲线和实测温度曲线、模拟焊接熔合线和实际焊缝形貌吻合良好。
格式:pdf
大小:74KB
页数:1P
人气:70
4.6
不锈钢管(1Or18Ni9Ti)的焊接 不锈钢具有优良的化学稳定性,在工业得到日益广泛的应用,特别是在需要耐酸及耐高温管道中应用较广。不锈钢因其介质多为易燃、易爆及有毒物质,且压力较高,所以,对焊接质量要求很高。本文探讨采用tig打底和内外填丝法,用mag焊填充和盖面效果良好,质量和效率都得到了保证。
格式:pdf
大小:168KB
页数:未知
人气:70
4.3
钛合金TC4与1Cr18Ni9Ti不锈钢的扩散焊工艺探索 选用钝铜和纯镍作为中间层金属,探索tc4铁合金和1cr18ni9ti不锈钢的真空扩散焊工艺.采用金相法、扫描电镜、x射线衍射等手段对接头界面附近的微区进行了较详细的分析.结果表明,采用上述中间层进行tc4-1cr18ni9ti的扩散焊时,cu和ti产生强烈的共晶反应,但并未阻止ti向不锈钢中扩散,各元素相互扩散的结果,使接头中形成多层次的不同组织和多种化合物,导致接头强度较低,呈脆性断裂.
文辑创建者
我要分享 >
职位:机电造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐